


Disc pelletizers (pan granulators) are an invaluable tool in processing powders and fines into easily handled, dust-free agglomerates fit for use in any industry.
One of the primary reasons for which this type of agitation agglomeration device is chosen, is for the high level of flexibility and refinement in producing pellets with specific qualities. The down side to this is that changing process or feedstock conditions can make troubleshooting and resolving issues a struggle, particularly if operators have not been properly trained.
FEECO offers a variety of options for assisting our customers in overcoming their process and equipment challenges, including through training programs on the pelletizing process. We’ve put together the guide below to address some of the most common issues operators run into when working with disc pelletizers, and how to resolve them.
Pelletizing Issue 1: Not Producing Enough On-Size Product
The most frequent request we receive is how to produce a higher yield of on-size product. Maximizing the amount of on-size product a process yields is almost always the primary objective of pelletizing operations. And although it may seem counter intuitive, FEECO recommends not focusing on the on-size product per se, but rather, focusing on what stream (oversize or undersize) is creating the most off-spec product and working to reduce it.
If a pelletizing line is producing a high percentage of “overs,” operators should focus on reducing pellet growth so the percentage of overs is decreased. Likewise, if the operation yields a high percentage of “unders,” operators should focus on increasing the size of the unders. In taking this approach, operators can inherently produce a greater percentage of on-size product.
Resolving Struggles With On-Size Product in the Pelletizing Process
Depending on which end of the spectrum the process favors (overs or unders), there are a few different ways to improve the percentage of on-size product.
Adjust the Appropriate Variables
The variables that most influence pellet growth are listed here. Depending on the root cause of the problem, some variables may not apply.
- Location of binder spray(s)
- Location of raw material feed chute
- Retention time
- Quantity of binder
- Moisture content of feed
By making adjustments to these variables, operators can encourage or discourage pellet growth, effectively increasing the percentage of on-size pellets produced. This is where operator training becomes an asset; well-trained operators can identify the source of the problem and adjust the variables accordingly to resolve the problem as quickly as possible. Even if they are not able to pinpoint the cause, trained operators are better at taking a systematic approach to issue resolution based on a solid understanding of the process. This ability to read certain indicators and make the correct adjustments when the process begins to move toward a process upset, or away from a high percentage of on-size product, is an important skill in reducing the occurrence of upsets and maintaining a high-efficiency operation.
Add a Pin Mixer
If the largest percentage of pellets is undersized, the addition of a pin mixer prior to the disc pelletizer may help to resolve the issue. The pin mixer combines the liquid binder and material feedstock into a homogeneous mixture before it is fed to the disc pelletizer. The mixer can also create “seed pellets” as a starting point for pellet growth on the disc pelletizer. In either case, granule formation is accelerated, giving granules more time to grow to the desired size.
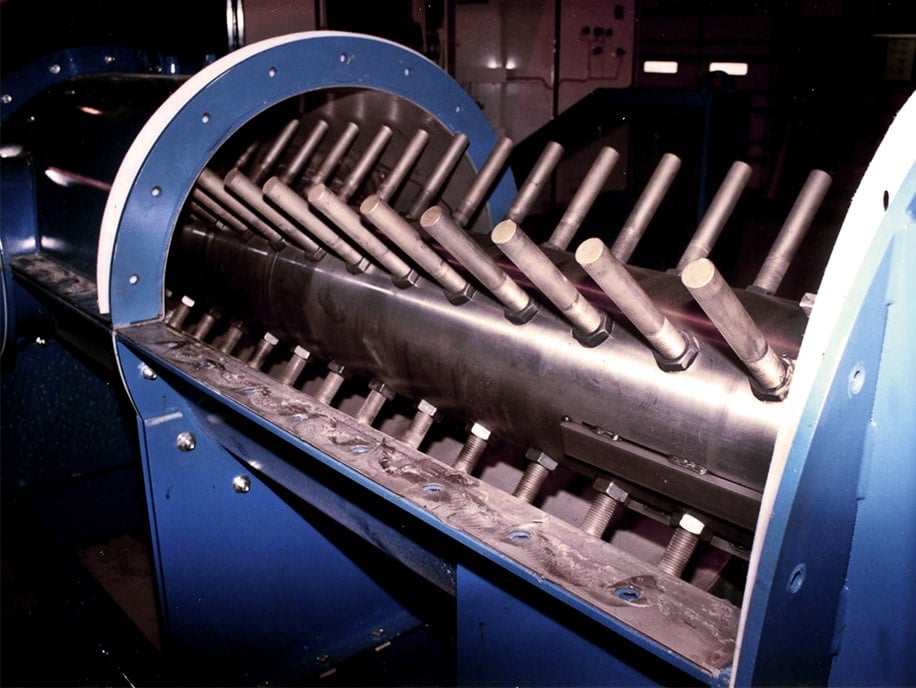
FEECO Pin Mixer
Pelletizing Issue 2: Using Too Much Binder
Depending on the type and quantity of binder employed, the overuse of binder can significantly increase operating expenses, so minimizing its use is a common objective.
Resolving Excessive Binder Use
There are several ways to reduce binder use:
Add a Pin Mixer
Add a pin mixer to the process flow prior to the disc pelletizer. The mechanical energy of the pins may form stronger pellets through densification instead of additional binder, reducing the amount of binder required by the disc pelletizer to form pellets. The pre-conditioning of the feedstock with moisture ahead of the disc pelletizer may also speed up the production process, allowing for a higher throughput.
Change the Spray Nozzles
Upgrade the spray nozzles for better atomization of spray. This promotes better binder distribution, which can provide more uniform results and decrease the amount of binder needed.
Optimize the Mixing Step
If a mixer is already in place prior to the disc pelletizer, adjust variables to improve the mixing process and promote more uniformity of the mixture going to the disc pelletizer.
Pelletizing Issue 3: Feedstock Inconsistency
Feedstock qualities such as moisture content, particle size distribution, chemical composition, and more, must be kept as uniform as possible to maintain a consistent process.
Inconsistency in any aspect of the feedstock can severely impact an operation’s ability to produce product at the desired quality and capacity rate, and in extreme cases, may even leave an operation at a complete standstill.
Resolving Feedstock Inconsistency
Depending on the cause, there may be several options to improve feedstock uniformity. This might include:
Adding a Pin Mixer
Adding a pin mixer prior to the disc pelletizer to precondition material will create a homogeneous mixture of binder and feed, providing a more uniform feed to the disc pelletizer.
Changing the Source
Consider changing the specifications of raw materials so that there is less room for variation. Alternatively, a change in the raw material vendor may also be an option.
Drying the Material First
When variation in moisture content is the problem, consider pre-drying the material in an industrial drying system such as a rotary dryer to limit variation.
Optimizing the Mixing Step
If a mixing step is already in place, adjusting variables in the mixing process can also help to improve uniformity.
Back Mixing
Back mixing is a technique in which finished/dried product is mixed in with the feedstock to reduce the amount of variation occurring in the material fed to the disc pelletizer. This is typically done by adding a pugmill mixer to the process prior to the disc pelletizer. The pugmill mixer will combine the different feeds, along with binder, to yield a more uniform mixture.
Pelletizing Issue 4: Buildup on Scrapers and/or Pan
Buildup of material on the scrapers and/or pan is another common issue operators run into. Buildup typically occurs as a result of where binder spray locations are placed and can be resolved simply by repositioning the binder sprays.
Resolving Buildup on the Scrapers or Pan of a Disc Pelletizer
The sprays should always be positioned so that they are spraying on the material cascading down the face of the pelletizer, not on the scrapers themselves, or areas where the pan surface is exposed because of a lack of falling material.
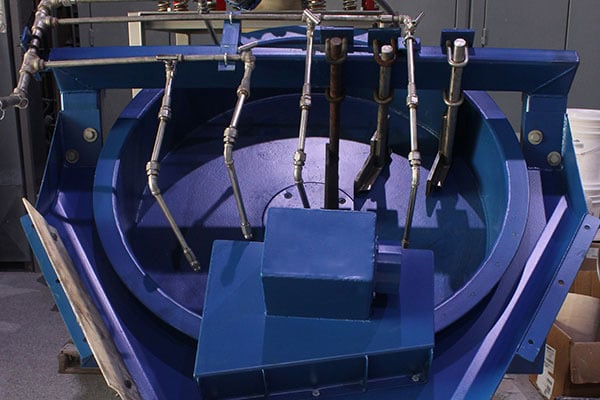
FEECO Pilot Disc Pelletizer with scrapers and multiple spray ports used for testing in the Innovation Center
Pelletizing Issue 5: Fugitive Dust
Because the disc pelletizer is an open system, meaning the actual material processing is not sealed off from the environment, fugitive dust can be an issue in some cases.
Resolving Fugitive Dust From Disc Pelletizers
Depending on the material being processed and the extent of the problem, there are various ways to minimize or even mitigate fugitive dust.
Add a Mixer
Add a pin mixer or pugmill mixer prior to the disc pelletizer. This will combine the binder and feedstock into a homogeneous, de-dusted mixture before it is fed to the disc pelletizer.
Reposition Components
Experiment with repositioning the sprays, feed chute, and/or dust pick-off point to reduce dust generation and improve dust extraction.
Consider a Cover
In more extreme cases, such as when pelletizing a caustic or toxic material, a cover, also known as a hood, can be fitted over the disc pelletizer to seal off the processing environment while still allowing for any dust generated to be carried away by a pick-off point.

FEECO Disc Pelletizer with cover/hood featuring multiple observation ports.
How Training Operators Improves Processing
Many of the issues listed here can be quickly resolved, and often prevented, by a well-trained operator.
With a solid understanding of disc pelletizer operation and the principles of agitation agglomeration, well-trained operators are able to quickly identify problem areas and work to resolve them as fast as possible. In many cases, they can even prevent issues from the start by recognizing where potential for problems exists and adjusting the process as needed.
For this reason, FEECO recommends all disc pelletizer operators go through a pelletizer training course. Operator training is a crucial component in maintaining an efficient pelletizing operation that consistently yields a high percentage of on-size product with minimal downtime.
When All Else Fails, Consider a Pelletizer Testing Facility or Process Audit
Even the best operators can occasionally struggle to bring a challenging pelletizing operation back into balance. When this occurs, there are two options:
1. Opt to Test the Process in a Dedicated Testing Facility
Oftentimes, a dedicated testing facility such as the FEECO Innovation Center can provide insight into the problem by conducting batch or pilot tests using a representative sample under similar conditions. This option is also beneficial because it is much more efficient than conducting tests in the production plant. Potential process changes to improve the percent of on-size product being produced, such as binder selection, formulation, particle size distribution, and more, can be run on a small scale prior to making these changes at the commercial production site.
2. Bring in an Expert to Conduct a Process Audit
A pelletizing process audit is an invaluable tool in resolving process issues and setting the pelletizing line up for success. Depending on the issue, pelletizing experts typically review a host of data, as well as observe the process in action to identify inefficiencies, potential trouble spots, and evaluate where the process has gone wrong.
Conclusion
While issues such as low on-size product, feedstock inconsistencies, and more are not uncommon, they can often be readily resolved or even prevented by a well-trained operator. When problems persist, a testing program or process audit may be able to resolve the issue.
FEECO’s expertise in agitation agglomeration is second to none, making us the leading provider of custom disc pelletizers and complete pelletizing plants, as well as pelletizer training programs, testing and process development services, and parts and service support. For more information on how we can help your pelletizing operation, contact us today!
Disclaimer: While this article provides some general guidance on troubleshooting disc pelletizing operations, it is not a comprehensive guide and is not meant to serve as sole guidance on disc pelletizer operation. FEECO does not make any representations or warranties (implied or otherwise) and shall in no event be held liable for any loss of profit or any commercial damage, including but not limited to special, incidental, consequential, or other damage.