
Industrial conveyors are the backbone of production plants in every industry, allowing for seamless operation throughout the plant, as well as the transportation of material to and from storage and shipping.
As a leading provider of bulk material handling equipment, we’ve put together the information below to serve as a comprehensive guide in selecting the most appropriate belt conveyor types, how to best customize industrial conveyors according to handling goals, and essential guidance for troubleshooting. What we’ll cover:
Selection:
- Selecting the Appropriate Industrial Conveyor
- Incline Conveyors vs. Steep Incline Conveyors
- Troughed Belt Conveyors vs. Screw Conveyors
- Selecting an Industrial Conveyor Manufacturer
Configuration:
- Options in Customizing
- Types of Belts and Belt Cleaners
- Conveyor Tensioner (Take Up) Options
- Conveyor Drive Assembly Selection
Troubleshooting
Industrial Conveyor Selection
Industrial conveyor systems are extremely versatile; they can be modified and customized to suit a vast array of specific requirements, which can sometimes make selecting the most appropriate conveyor for a given job a challenging task.
Despite some overlap in capabilities, industrial belt conveyors are classified by how they function, with each type offering different strengths.
FEECO offers three main belt conveyor types that cover most handling needs:
It’s important to note that bucket elevators complement industrial conveyor systems by adding high-capacity vertical handling when additional height and/or capacity are required. Since they aren’t a true conveyor, bucket elevators are not covered here, but they remain an essential tool in bulk solids handling operations.
The Troughed Belt Conveyor (aka. Troughing Conveyor)
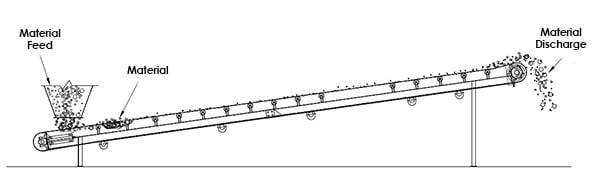
Troughed belt conveyors are the most popular and most versatile type of industrial conveyor available.
Also called a troughing conveyor, this type of industrial conveyor is made up of a rubber conveyor belt riding on heavy-duty troughed rollers, each securely mounted to a structural steel frame.
Because the rubber conveyor belt rides on troughed rollers, the material is “tracked” towards the center of the belt, which prevents the material from spilling off the conveyor.
Depending on the size of the conveyor required, a heavy-duty motor and gear reducer are typically selected, along with the proper belt tensioner or take up system, both of which are discussed later.
Belt conveyors can be set to run horizontally, or at a slight angle (in this case the unit may be referred to as an incline conveyor). Some materials may require special belting to run at higher angles.
The belt conveyor itself has the ability to work with almost any material. Several different belting options are available, each designed for different material characteristics.
Troughed belt conveyors can be designed with either a structural steel channel frame, or fabricated truss frames. Platforms and walkways can be incorporated for improved maintenance and observation in longer-spanning conveyors.

Troughed belt conveyor
The Steep Incline Belt Conveyor (aka the Pocket Belt Conveyor)
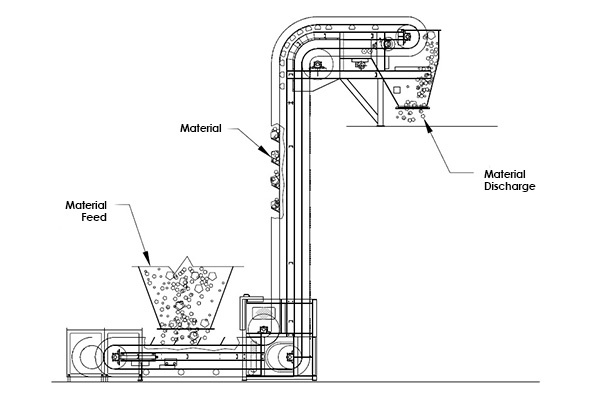
A steep incline conveyor is a vertical conveyor that goes beyond the slight angle a traditional troughed belt conveyor can achieve, conveying at angles between 18° and 90°, while still maintaining the same feed and discharge properties of a standard belt conveyor. This is accomplished with multiple pulleys and rollers designed to redirect the conveyor vertically. The vertical change in direction then spans the elevation required, while at the same time, minimizing the equipment’s footprint, which makes it a great solution in settings where space is limited. Belting options have a cleat, which contains the material as it moves vertically, resulting in reduced material fallback.

Steep Incline Conveyor with tramp metal magnet and metal detector
The Reversing Shuttle Conveyor
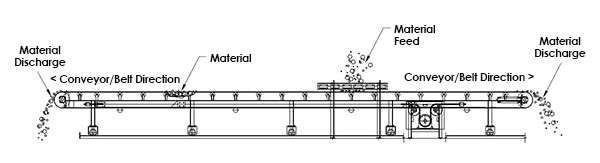
A reversing shuttle conveyor is, in short, a belt conveyor mounted onto a rail system. The conveyor has the ability to move along the rails in either direction, and the belt rotation can be switched for either direction, making this industrial conveyor great for evenly filling multiple hoppers or storage bins. The conveyor is typically around half the length of the rails, giving it plenty of room for several discharge locations. Both functions (belt rotation and shuttle movement) can be automated or controlled by an operator.

3D Rendering of a FEECO Reversing Shuttle Conveyor
Incline Conveyors Vs. Steep Incline Conveyors: What’s the Difference?
The objective shared by incline conveyors and steep incline conveyors – to convey bulk solids on an incline – often presents confusion in determining which type of industrial conveyor is best for a given application.
While both offer an effective handling solution, these two industrial conveyor types operate and are designed very differently, making the selection between the two dependent on a few key factors. In an effort to make the choice between the two more clear, we’ve outlined the primary differentiators between incline conveyors and steep incline conveyors here.
Key Considerations in Choosing Between an Incline Conveyor and Steep Incline Conveyor
Angle of Transport
As mentioned, both incline conveyors and steep incline conveyors can convey material on an angle to some extent. The key difference between these two industrial conveyor types is the angle at which they can transport material.
A typical incline conveyor is simply a troughed belt conveyor positioned on an incline (or decline). Troughed belt conveyors are generally not effective at inclines greater than 18°, as material slippage on the belt becomes a concern beyond this. Conversely, steep incline conveyors can convey material at inclines up to 90°.
Spatial Footprint
One of the most common reasons for selecting a steep incline conveyor over an inclined conveyor is the smaller spatial footprint.
Incline conveyors require a specific amount of conveyor length to reach the desired amount of lift (see chart below). In other words, if a steep incline conveyor is not used, the greater the amount of lift, the longer the conveyor will need to be in order to convey the material at an angle that promotes optimal handling.
Because steep incline conveyors can efficiently move material at a steeper angle, their overall length is significantly reduced. As such, steep incline conveyors take up considerably less space than a standard troughed belt conveyor positioned on an incline.
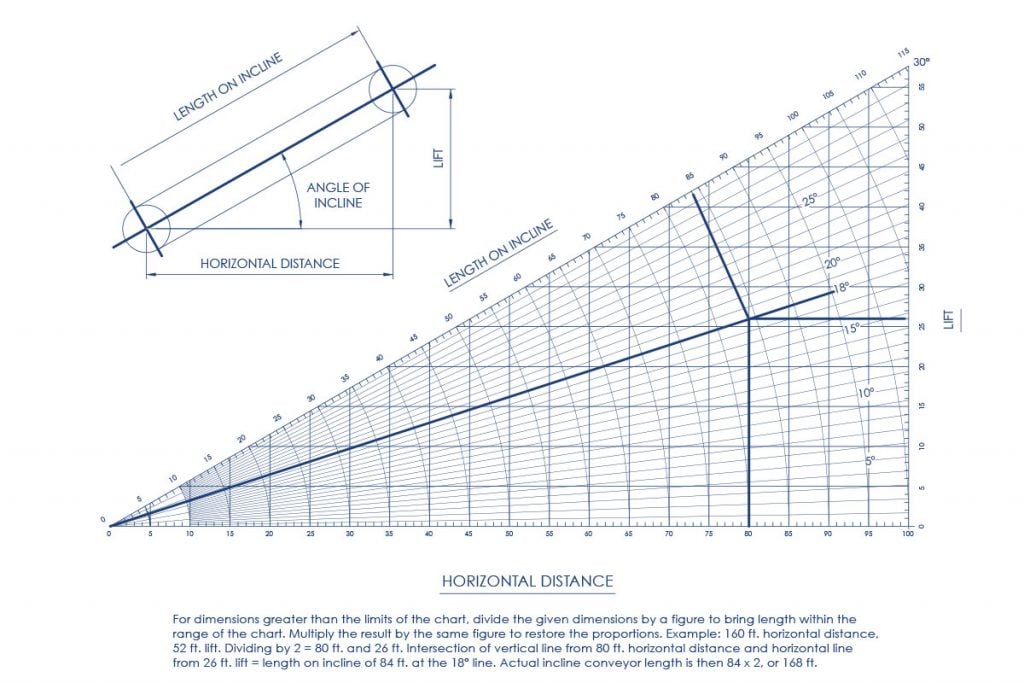
The chart above illustrates the distance/length requirement for the level of incline on an inclined conveyor.
In addition to a lower profile, the “L” and “S” configurations of the steep incline conveyor allow it to replace multiple pieces of handling equipment; one S-type steep incline conveyor can replace two belt conveyors and a bucket elevator, significantly reducing the overall footprint of the handling equipment.

Steep Incline Conveyor
Transfer Points
Because steep incline conveyors can combine horizontal and vertical handling to replace multiple pieces of equipment, they can also eliminate the need for additional transfer points.
This reduction in transfer points can be a major benefit, as it lessens the potential for material degradation and dust generation by providing a continuous conveying solution.
Though steep incline conveyors generally tend to be more messy than a standard inclined conveyor, FEECO utilizes custom-designed inlet hoppers to maximize loading capacity for straight inclines while keeping loading points clean. And while steep incline conveyors cannot utilize the belt cleaners that standard inclined conveyors can, enclosures, as well as other options, are available to minimize fugitive material. Additionally, a drag chain conveyor can be included under the steep incline in order to capture fugitive material and introduce it back into the material stream or capture it in a collection hopper.
Capacity
Although the available belt widths for these two types of industrial conveyors are the same (18-72”), steep incline conveyors have a slightly lower capacity than standard incline conveyors. This reduced capacity is because the sidewalls on the steep incline belt take up a portion of the belt width, making the “effective width,” or the width inside the sidewalls, slightly less.
Physical & Structural Differences Between Incline Conveyors and Steep Incline Conveyors
The operational differences in these two types of industrial conveyors necessitate different physical and structural requirements as well. These differences are most apparent in the belting and structural framing.
Conveyor Belting
Incline conveyors typically use smooth belting. Cleated or chevron belting can be employed to contain material and prevent fallback, if necessary. This type of belting is generally effective for angles up to 30°, depending on the characteristics of the material being conveyed.
Since steep incline conveyors run at angles exceeding 30°, they require a different type of cleated belting known as pocket or corrugated sidewall belting.
Pocket or sidewall belting forms “pockets” or troughs at intervals along the conveyor in order to contain material at steeper angles. A deeper exploration of belting for both types of industrial conveyor can be found below.
FEECO Steep Incline Conveyor with pocket/sidewall belting
Conveyor Frame
The difference in structure requires a different frame design; while troughed incline conveyors can use a channel stringer or structural truss-type of frame, steep incline conveyors only use the channel stringer type.
The table below summarizes the main differences between incline conveyors and steep incline conveyors:
| Incline Conveyors | Steep Incline Conveyors | |
| Key Differentiators | ||
| Angle of Transport | Up to 18° | 18° -90° |
| Spatial Footprint | Greater (length to rise requirements) | Significantly less |
| Transfer Points | Greater when using multiple handling components | Fewer, as it replaces multiple components |
| Capacity | Greater | Slightly less (“effective width” of belt is slightly reduced) |
| Physical & Structural Differences | ||
| Belting | Standard smooth belting, with cleated belting available | Cleated belting with corrugated sidewall/pocket belting available |
| Frame | Truss or channel frame | Channel frame only |
It’s important to recognize that neither type of conveyor is necessarily better than the other; whether or not one is a fit over the other is dependent on the specific parameters of the situation. Most often, this comes down to the allotted spatial footprint in the plant.
In facilities where spatial limitations exist, the steep incline conveyor offers a better handling option. However, if space is not a concern, an inclined troughed belt conveyor can achieve a greater capacity and promote a cleaner production environment.
As other factors such as transfer points and fugitive material come into play, it is often helpful to work with a bulk solids handling expert to identify the best solution.
Troughed Belt Conveyors vs. Screw Conveyors
Similarly, those looking for an industrial conveyor often face the choice between a troughed belt conveyor and a screw conveyor.
While screw conveyors offer a cost-effective option for many settings, they are not a fit for all applications. In selecting the best fit for the job at hand, it’s important to understand the key differences between these two types of handling equipment, and where belt conveyors provide a better handling option.
Key Benefits of Belt Conveyors Over Screw Conveyors
Troughed belt conveyors are the material-moving standard for good reason, bringing several benefits to bulk material handling systems. In comparing belt conveyors and screw conveyors, the best fit is not always immediately clear, leading many buyers to opt for the less costly screw conveyor. However, they often discover later that a belt conveyor is much more suited to the job.
There are several situations in which the industrial belt conveyor provides a better handling option:
When Material Degradation is a Concern
Belt conveyors promote gentle handling with very little material degradation; once loaded onto the belt, material is contained in the trough, with minimal agitation between loading and discharge. This keeps friable or fragile materials intact and ensures material or product arrives at its next stop in the precise condition intended.
In contrast, since screw conveyors utilize a helical screw inside a trough or tube to advance material forward through contact with the blades, screw conveyors cause some friction and therefore degradation. As such, they are not a fit for materials requiring gentle handling or where friability is concerned, such as with granular fertilizers.
When Handling a High Throughput
Capable of handling material at up to 8,000 TPH, belt conveyors can handle much higher capacities than screw conveyors. Belt conveyors are available up to 72” wide and can operate at speeds up to 600 feet per minute (FPM), making them the preferred choice for high-capacity settings.
When Handling Stringy Materials
Both belt conveyors and screw conveyors are capable of handling a wide range of materials. Screw conveyors, however, are generally not a fit for conveying materials that are long and/or stringy, as they are likely to become tangled and cause blockages as a result of the horizontal screw motion. Materials that typically do not do well in a screw conveyor include:
- Wood chips
- Forest product residuals
- Some crop residues, such as bagasse
When Looking to Minimize Energy Costs
Because of the torque necessary to advance materials by force, screw conveyors require more horsepower compared to belt conveyors, especially if they will be operated on any sort of incline.
Belt conveyors have an additional advantage when conveying on an incline; in a screw conveyor, some material tends to fall backward over the blades, making the belt conveyor more efficient. Vertical screw conveyors are an option, but efficiency is reduced as the incline increases.
When Conveying Long Distances
Perhaps the biggest advantage of the belt conveyor is that it can convey material for both short and long distances. FEECO conveyors can carry material for distances anywhere from 10’ to 1500’ with a single conveyor. Screw conveyors are limited to much shorter distances – typically around 30m maximum.
When Working With an Abrasive Material
Belt conveyors are also a better option for handling abrasive materials. The friction that occurs in a screw conveyor accelerates abrasive wear on the unit, unlike with the belt conveyor where material is not moving over the carrying surface. And while screw conveyors can be fitted with abrasion-resistant liners, belt conveyors still require less protection from abrasive materials, only requiring added protection at discharge hoppers and skirt boards.
When Cleanliness and Accessibility are Important
Belt conveyors are generally easier to clean than screw conveyors; their open design allows for maximum accessibility and the use of belt cleaners are often enough to manage cleaning requirements.
In contrast, screw conveyors do not allow for self cleaning and since they are contained, must be shut down and dismantled in order to fully clean out the trough and shaft. This can be especially problematic when working with wet and/or sticky materials that tend to cake and build up, requiring more frequent cleaning.
When Material Cannot Be Packed
Screw conveyors can cause material to pack together as it moves through the unit. This can cause buildup, blockages, and may even result in packed material eventually dislodging and discharging with the material.
Such problems often translate to increased upset conditions and downtime for cleaning and maintenance, additional screening or conditioning of the material, and product sizing irregularities. As such, screw conveyors are typically unfit for materials such as clays and composts, which are prone to packing.
What to Look for When Choosing an Industrial Conveyor Manufacturer
The industrial conveyor industry is expansive, and while the number of manufacturers does provide diversity in selection, it often makes choosing the right industrial conveyor manufacturer a challenge.
Below are the key factors to consider when selecting an industrial conveyor manufacturer.
Flexibility in Customization
One-size-fits-all belt conveyors pervade the bulk material handling market, promising efficient, trouble-free handling. But as anyone who works with bulk solids knows, a one-size-fits-all approach is not appropriate outside of low-value, light-duty applications.
All materials present unique challenges in handling, requiring a manufacturer that can design belt conveyors around those challenges to yield the most efficient and reliable handling solution possible.
In selecting a manufacturer, ensure the manufacturer recognizes this need for flexibility and is prepared to meet such challenges through thoughtful, custom designs.
Material Experience
The material to be handled will dictate many aspects of industrial belt conveyor design. Parameters such as a material’s bulk density, particle size distribution, moisture content, angle of repose, and so forth, will influence decisions throughout the engineering and design process.
As such, it is important to select a manufacturer that has a diverse handling background, allowing them to provide expertise in unique handling challenges, and expertly tailor equipment to work with the material in the most effective way possible.
Ultimately, this will minimize downtime and maintenance costs, and reduce the many headaches associated with an under-performing system.
During the selection process, ask short-listed candidates for project profiles, references, or other materials that illustrate proven success stories.
High-Quality Fabrication
Industrial conveyor systems often operate in harsh environments and are tasked with extremely demanding workloads. Given that an offline conveyor can put an entire operation at a standstill, reliability is essential.
For this reason, priority should be given to conveyor manufacturers that follow strict quality standards in both design and fabrication. Materials of construction, welding procedures, and more, should all be focused on achieving a lasting, durable product that minimizes wear and downtime while maximizing production.
Ongoing Support
In high-value or high-capacity production settings, the cost of downtime and potential losses represents significant risk, making avoiding unexpected outages a top priority. Just as equipment quality plays a critical role in preventing unnecessary down time, so too does maintenance, and even the most well-built conveyors must be maintained to provide efficient and reliable performance in the long term.
Be sure to select an original equipment manufacturer (OEM) that will stand behind their work, providing tailored support, from conveyor inspections and routine maintenance, to spare parts and troubleshooting services. This support often makes the difference in the ability to minimize downtime.
Options in Customizing Troughed Belt Conveyors
The needs of a bulk solids handling operation can vary significantly and are often incredibly specific from one application to the next. As a result, customization has become a cornerstone of bulk material handling systems, allowing conveyors to be expertly applied to any operation.
The ability to customize a system with precision can optimize efficiency, reduce downtime, and lower maintenance costs. It also prolongs equipment life, reduces the need for clean-outs, encourages process automation, and more; a well-designed handling system creates a seamless production facility, whatever the application may be.
The customizations available for belt conveyors are as varied and diverse as the materials these systems handle. Some of the most common add-ons and customizations are listed here.
Additional Conveyor Components to Increase Flexibility
Belt Trippers
Designed for material discharge control, a belt tripper, also called a tripper conveyor, re-routes the belting to discharge material at any point along the conveyor. Belt trippers can be mounted stationary, or set to move locations automatically or manually to release material on one side or both sides of the conveyor.

FEECO Belt Tripper
Belt Plows
A belt plow is a simplified mechanism for diverting the discharge location on a belt conveyor. Belt plows are a more economical alternative to the belt tripper. However, they are not as versatile and are generally used when only a limited amount of discharge locations are required. Belt plows can also release material from one or both sides of the conveyor.

Belt plow on industrial conveyor
Belt Feeders
A belt feeder controls the amount of material released onto the belt conveyor, resulting in a consistent material feed rate. This makes it possible to add bulk material into the hopper without causing any quantity fluctuation in the process system.

Belt Feeder for gold ore
Industrial Conveyor Customizations
Idler Options
Idlers are the support mechanism on which the belt rides. The Conveyor Equipment Manufacturers Association, better known as CEMA, sets forth the industry standard for best practices in idler dimensions, load, and capacity.
Note: not all industrial conveyor manufacturers follow CEMA standards, so this should be a consideration in the buying process.
Troughed belt conveyors may utilize a variety of idler types for a given conveyor:
- Troughing idlers or Carrying idlers: for supporting the main body of the conveyor belt
- Impact idlers: for providing additional support under the loading area
- Transition idlers: for transitioning the belt between angled and flat as it moves around pulleys
- Training idlers: for keeping the belt aligned
- Flat return idlers: for supporting the return side of the belt
Within these divisions, idlers are available in many different configurations, with adjustable angles, various facings, seal types, and more.

35° Steel Roll Idlers on Channel stringer frame

Flat rubber disc impact idlers
Composite Idlers
Idlers are generally constructed out of steel. However, steel is not always the best fit, such as when working with abrasive or corrosive materials. In instances such as these, composite idlers offer an excellent alternative.
Composite idlers can be constructed from a number of different materials, the choice of which is dependent on the application. In all cases, composite idlers offer several advantages over steel:
- Lighter weight
- Longer life
- Improved resistance to abrasion and corrosion
- Reduced opportunity for material buildup
Impact Beds
Impact beds, sometimes also called cradles, can be a better option over idlers in some situations, providing extra support for heavy loading; impact beds are beneficial when large or heavy pieces of material will be loaded onto the belt, or, when heavy material will be loaded from a greater height, causing more forceful impact with the belt.
Skirt Boards
Skirt boards are frequently used to aid in material containment and dust management. Skirt boards run parallel to the conveyor along the interior of the belt in order to keep material from making its way off of the conveyor.
Skirt board side plates are available in carbon steel or stainless steel. Optional liners can be provided in AR400, tungsten carbide, or UHMW, as well as non-stick liners such as teflon. The portion of the skirt board in contact with the belt is typically rubber and can be upgraded to high-temp rubber if needed.

Close-up of a belt feeder with skirt board system
Conveyor Frames
When it comes to the support structure of the conveyor, there are two generally accepted options: truss frames and channel frames.
Truss Frames
Truss-style frames are available in several depths, allowing for long spans between support points.

Truss frames awaiting shipment
Channel Frames
When the conveyor will be located close to grade, or when long spans between support points are not required, channel frames provide an alternative frame option.

Channel frame conveyor
Surface Treatment
One of the most important aspects of an industrial conveyor system is the surface treatment. Since the equipment will regularly be in contact with the material, the materials of construction and paint/coating system should be carefully considered. The correct surface treatment will protect the equipment from abrasion and corrosion, while maintaining the longevity of the equipment.
Hundreds of options are available, from stainless steel, to galvanized steel, various paint systems, and more. The standard FEECO paint system is a durable, single coat, direct to metal Epoxy Mastic.
As the component most in contact with the material being handled, belt type is also a critical consideration in industrial conveyor design and selection, with many options available, including 2-ply, 3-ply, 4-ply, and 6-ply with various PIW (pounds per width-inch) ratings. Belt cover options include typical RMA grade I and II, with upgrades available for oil resistance, high temperatures, solar/UV protection, flame retardant, chemical resistance, and more. Additional information on types of conveyor belts can be found below.
Instrumentation
Instrumentation can also provide added functionality and automation to a bulk handling system. This might include incorporating zero-speed switches, e-stops, belt alignment switches, or even plugged chute switches for indicating a hopper backup.
Conveyor Covers
Weather covers are often essential when handling material in the elements. Covers protect material from rain, snow, ice, and direct sunlight exposure. They may also aid in dust control, preventing the material from becoming windblown. FEECO covers are designed to be long-lasting and durable, while still allowing for easy access for observation and general equipment maintenance. Partial, full, or three-quarter covers are available.

Gallery Enclosures
As with weather covers, gallery enclosures also protect material from the outside elements. Gallery enclosures, however, also provide weather protection for workers as well, allowing them to walk beside the conveyor inside the enclosure. A gallery can also span much greater distances than a typical truss frame conveyor.

Gallery conveyor
Guarding
As a safety feature, guarding should not be overlooked. While the guarding on a system may be regulated in some cases, in others, it is up to the system owner/operator to protect workers from moving parts.
Guards are available for nearly every part of the conveyor to ensure moving parts and pinch points are not accessible without dismantling the conveyor. FEECO can accommodate both OSHA and MSHA regulations for proper guarding.
Conveyor Belts & Belt Cleaners (Belt Scrapers)
It is essential to select the correct belting and cleaning options in order for an industrial conveyor to operate at its full potential.
While there are many conveyor belt types, the most appropriate belt is determined by examining what belt characteristics will result in the most efficient handling solution for the material’s unique characteristics at any given point in the process. For example, if material is hot, such as when coming off of a kiln or dryer, a heat-resistant belt may be required. Choosing the right belting for the application at hand can mean the difference between an efficient, low-maintenance conveyor, and one that results in frequent maintenance and downtime.
Conveyor Belt Types for Troughed Belt & Shuttle Conveyors
In most cases, shuttle conveyors and troughed belt conveyors can run the same types of belts and belt cleaners. The most common options are discussed here.
Heat-Resistant Belting
For conveyors handling material coming off of hot processes, heat-resistant belts offer an excellent option, resisting degradation associated with heat. Typical conveyor belting is rated for 200°F steady operating temperature. Heat-resistant belt ratings are 400°F, but are available for temperatures as high as 750°F.
Moderate Oil-Resistant Belting
When working with moderately oily materials such as waste products or some fertilizers, an oil-resistant belt provides protection from swelling or ply separation due to oil exposure. This type of belting is also referred to as MORS.
Raised Profile (Steep Angle) Belting
Raised profile belting can be used for inclined conveyors carrying material at limited angles exceeding 20°. This type of belting features low-profile cleats to assist in preventing material fallback while conveying on an angle. Despite this raised profile, this type of belting is still flexible enough to be used on conveyors with small-radius pulleys.
FEECO Incline Conveyor with raised profile belting
Other belt types can be sourced for chemical resistance, flame retardance, and solar resistance.
Conveyor Belt Cleaners for Troughing & Shuttle Conveyors
Some materials, particularly those that are wet or sticky, have a tendency to adhere to the belt surface, causing carryback, build-up, and ultimately preventing the conveyor from operating correctly. These problems contribute to increased wear and mechanical failures, as well as higher maintenance costs and downtime.
As such, belt cleaners are an essential tool in prolonging conveyor belt life and protecting pulleys, keeping belt conveyors in optimal condition and ensuring efficient operation for years to come.
Several options and designs exist for keeping conveyor belts clean. Commonly used implements include:
Belt Cleaners (Scrapers)
A conveyor belt cleaner, also referred to as a belt scraper, is a spring-loaded blade or plate that scrapes the conveyor belt in order to clear any fugitive material sticking to the belt. The scraper blade may be made up of plastic or metal and is usually mounted at the tangent point of the discharge pulley, removing material before it is carried past the discharge point.
Dual Belt Cleaners
A dual conveyor belt cleaner setup is an ideal option for materials with a higher moisture content, or that require more aggressive belt cleaning.
This setup prevents material from traveling to idlers and other components through the use of a primary and secondary belt cleaner; by positioning a primary belt cleaner at the head pulley, the cleaner is able to remove the bulk of material. A secondary cleaner, positioned lower than the primary cleaner, sitting just behind the head pulley, removes any remaining material for a more thorough clean.
Return Side Belt Plow (V-Plow)
The return side belt plow, also commonly called a V-plow, is another belt cleaning option. This v-shaped “plow” is positioned just before the tail pulley on the return (non-carrying) side of the belt in order to prevent any large particles from getting lodged between the belt and pulley, which could otherwise cause rips and tears.

Return-side belt plow (v-plow)
Self-cleaning Tail Pulley
In addition to external belt cleaners, self-cleaning tail pulleys are also useful in preventing material from getting pinched between the pulley and the belt, avoiding buildup and excess wear.
Various self-cleaning tail pulley designs are available on the market, including wing pulleys, chevron pulleys, spirals, and more.

Self-cleaning Tail Pulley (Wing Pulley)
While many manufacturers use only a self-cleaning tail pulley when fugitive material is a concern, FEECO recommends employing both the self-cleaning tail pulley and the v-plow for optimal protection of the tail pulley and belt.
Conveyor Belt Types for Steep Incline (Pocket Belt) Conveyors
Because of their design differences, steep incline conveyors cannot proficiently use any of the same components (belts or cleaners) as troughed or shuttle conveyors unless the angle is under approximately 20 degrees.
Pocket belt conveyors instead utilize special belting known as corrugated sidewall belting.
Corrugated Sidewall Conveyor Belts
This style of conveyor belt contains material with corrugated sidewalls. Sidewalls are flexible enough to contain material and work with a variety of pulley sizes. The belting is available with a range of cover compounds for various types of handling, including standard, oil-resistant and heat-resistant.
Corrugated sidewall conveyors also employ cleats along the belt in order to contain material during vertical handling, creating pockets for material to rest in (it is for this reason that the steep incline conveyor is also frequently referred to as a pocket belt conveyor). Cleats can range in height from 1” – 6”, and can be either integrated or detachable.
Belt Cleaning Options for Steep Incline Conveyors
Steep incline conveyors are limited in their cleaning ability, due to the special type of belting they use. For this reason, dry, less-adhesive materials perform better with this style of belt conveyor.
When some type of cleaning is necessary, producers employing a steep incline conveyor can enlist the help of a belt thumper.
A belt thumper is mounted to the underside of the belt on the return side of the conveyor. This mechanism creates a high-speed rotating action that causes the belt to vibrate, loosening and removing any material that may be stuck, before it reaches the feed location.
Conveyor Belt Tensioner (Take up) Options
A conveyor belt tensioner, also known as the take up, is a key component in maintaining proper belt tension, which contributes significantly to process and mechanical stability; proper belt tension helps to ensure that the belt wears evenly, material is contained in the trough, and the belt runs centrally over idlers.
While a few types of take up are available for adjusting belt tension, the specific project parameters, along with customer preference, generally guide the decision on which type is best for a given application. The following covers the most commonly used types of tensioner/take up assemblies and when each type is most appropriate.
Why is a Conveyor Belt Tensioner Necessary?
Belt tension is a substantial factor in conveyor operation; belt tension that is too loose can cause a number of problems, including mistracking, unpredictable behavior, fugitive material, and excessive belt wear or damage. Proper tension is also important in ensuring that the belt has enough friction to prevent slippage at the head pulley. Tension that is too tight can also cause mistracking, fugitive material, and excessive belt wear, in addition to belt “cupping” (when the edges of the belt curl up), and overstretching of the belt.
All conveyor belts will experience a certain amount of stretch. A general rule of thumb is to expect that a new belt will stretch an additional 2% of its total length. This stretch will add to the length of the belt, requiring any slack to be taken up in order to maintain proper tension.
The longer the conveyor, the greater the amount of stretch that will require take up. For example, a 20’ conveyor will only have around five inches of stretch to accommodate, while a 300’ conveyor will have to manage six feet of stretch.
Take up is also helpful when the belt requires maintenance, allowing the necessary amount of slack to be let out for operators or maintenance personnel to more easily make their repairs. When using a gravity take up, FEECO recommends including some additional belt length in the design. Including this buffer allows the ability for worn or damaged sections of belt to be cut out and re-spliced, rather than purchasing a new belt. This helps to minimize downtime and cost.
Types of Belt Conveyor Take Ups
Take up assemblies are available in many different types and styles, each offering its own advantages and disadvantages. The primary types of belt conveyor take up are the screw (manual) take up, gravity take up (GTU), and horizontal take up.
Screw Take Up
The screw take up design utilizes mechanical force to take up any slack in the belt. This is done by adjusting a threaded tensioning screw integrated into the conveyor frame on each side of the tail pulley. By adjusting the screw, the tail pulley can be either pushed outward or pulled inward.
Since this requires manual adjustment of the assembly, this style is often referred to as a manual take up. Various styles of screw take up are available based on customer preference and the level of duty required.
FEECO prefers the telescoping take up screw. Another style, the top-angle take up, is also popular, but requires a much larger and heavier tail frame, as well as larger guarding.
Screw take ups offer a cost-effective means of managing belt tension for conveyors less than 150’ in length and are the standard take up choice.
Telescoping screw take-up on a FEECO Belt Feeder
Gravity Take Up (GTU)
Screw take ups are generally not suited to accommodate the length of belt stretch that occurs in conveyors longer than 150’ and in these settings, the gravity take up is usually the best approach to belt tensioning.
A gravity take up assembly utilizes three pulleys – two bend pulleys and one gravity take up or sliding pulley – to automatically manage belt tension. A counter weight attached to the gravity take-up pulley pulls down on the belt to maintain tension via gravity. The bend pulleys direct belt slack around the gravity take up pulley.
The entire assembly is incorporated into the bottom side of the conveyor frame and creates a constant tension on the belt. This self-tensioning setup allows the take up to simply adjust to spikes in load or tension as it “floats” below the belt conveyor. As such, a gravity take up assembly always maintains proper belt tension and avoids belt or take-up damage due to spikes in load or tension.
The self-tensioning nature of GTUs also means they require less maintenance than the screw take up. Maintenance is typically only needed when the belt reaches the end of its life, having stretched so much that the assembly has reached the bottom of the allotted travel distance (the ability to see where the take up falls in its allotted travel distance also provides a helpful visual cue to operators of roughly when maintenance may be needed). When this occurs, the conveyor belt will need to either be replaced or cut and revulcanized.
Because the gravity take up system adjusts automatically to changes in belt tension, it is also known as an automatic take up.
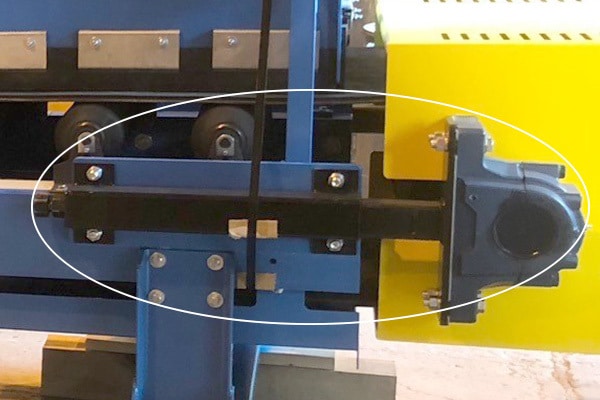
Horizontal Take Up
The horizontal take up is an alternative to the gravity take up when space is a limitation.
This type of take up is similar to the gravity take up, but instead of the assembly situated below the belt, it is positioned vertically behind the tail pulley. This makes it particularly useful in situations where the conveyor is positioned on a grade that eliminates any additional space under the conveyor.
Since the horizontal take up does not fall below the conveyor, a system of pulleys and cables is used to tension the belt with a weight box. The cabling attaches to the tail pulley, which rides on a carriage, allowing it to be moved in and out of place.

The image above shows a horizontal take-up: on the left, the tail pulley and carriage are installed on the inside of the building; and on the right, the weight box (behind guarding) is installed in a structure that will direct the cabling through pulleys (at the top) outside of the building (cables not yet installed).
Conveyor Drive Assembly Selection
As the driving power behind a troughed belt conveyor, the drive assembly is a critical component in a conveyor’s ability to perform reliably and efficiently in the long term.
Also known as the drive arrangement, the drive assembly is what supplies the torque to create the necessary motion for the pulley to move the conveyor belt. The drive assembly consists of several components, but is primarily considered as the motor and reducer.
Selecting the proper drive assembly for the intended application is essential to minimizing downtime, streamlining maintenance procedures, and ensuring optimal belt conveyor performance. What follows is an overview on the types of drive assemblies available for industrial belt conveyors, as well as some of the considerations to keep in mind when designing or purchasing a new belt conveyor or other bulk material handling equipment.
Why Industrial Conveyor Drive Selection is Important
As a key contributor to industrial conveyor performance and longevity, as well as overall efficiency, selecting the right drive assembly for a given task is crucial. Troughed belt conveyors and other bulk material handling equipment are tasked with a variety of jobs throughout various industries, from handling wood chips and biomass, to transporting ores, fertilizers, and more.
This diverse set of handling requirements necessitates an equally diverse solution to powering a belt conveyor; a drive assembly for a conveyor handling shredded paper has significantly different needs than one designed for ore handling at a mine site. As such, drive assemblies are available in a variety of configurations, each suited to different demands.
Selecting an under-powered drive assembly will eventually require replacement of the unit with something more adequate. Selection of an overpowered drive assembly may seem like a safer option, but incurs substantially higher operating costs over time. Additionally, since cost increases with horsepower requirements, larger drive assemblies require a greater capital investment, making an oversized drive assembly a costly alternative.
What’s Important in a Conveyor Drive Assembly?
Belt conveyors allow facilities to keep production moving. This necessitates two key criteria that industrial conveyor drive assemblies must offer:
Reliability
Plant operators demand a high level of reliability from their conveyor assemblies. If the drive assembly isn’t reliable, it can cause a process upset, holding the entire operation hostage and resulting in material backlogs and other problems.
As bulk material handling systems must work tirelessly, often without stopping for months at a time, drive assemblies must remain dependable for long-term operation.
Reliability is often achieved by selecting a reputable handling equipment supplier that has the expertise to size and design the drive assembly according to the precise demands of the application, ensuring the unit is fit for the level of duty in the long-term.
Factors such as the hours of operation, material bulk density, whether or not the unit will be started under load, how frequently the unit will be cycled (started and stopped), as well as environmental factors such as plant elevation, ambient temperature, humidity, and more, will all influence drive assembly design.
Simplified, Minimal Maintenance
While conveyor drive assemblies generally require minimal maintenance, they do depend on regular upkeep such as routine oil changes and visual inspections, as well as temperature and vibration monitoring systems to ensure long-term reliability. For this reason, drive assemblies must be easily accessible to maintenance personnel, allowing them to conduct any necessary procedures or troubleshooting safely and without issue.
Safety
Drive assemblies are made up of moving parts such as rotating shafts and couplings that require proper guarding to minimize the potential for injury. High-speed V belts also require guarding.
Efficient
Drive assemblies should be designed to be as energy efficient as possible to minimize unnecessary energy costs. As mentioned, selecting an overpowered drive assembly may seem like a good option, but can incur much higher operating costs over time.
Industrial Conveyor Drive Assembly Options
FEECO utilizes several base model drive assemblies as a platform for creating custom drive assemblies suited to the specific project demands of the application at hand. As FEECO designs bulk material handling equipment for everything from specialty chemicals to mineral processing, we start with already-robust drive assembly configurations. Typical industrial conveyor drive assemblies include the following:
Reducers
Torque Arm Type Reducers
The Torque Arm type of reducer is a shaft-mounted reducer with top motor mount and high-speed V belts. This reducer is an excellent fit for a broad range of applications requiring an average reduction ratio.
Motorized Torque Arm
An alternative is the Motorized Torque Arm, a shaft-mounted reducer that utilizes a right angle C-face motor mount (this replaces the top motor mount and high-speed V belts with a directly connected motor).
Shaft-Mounted Reducer with Inline Motor
The Shaft-Mounted Reducer with Inline Motor offers a suitable option for high horsepower and/or high reduction reducers (common in belt feeder designs).
For applications requiring low horsepower but high reduction, FEECO employs a “gearmotor” type arrangement.
Customizations for Improving Conveyor Drive Performance
In addition to the many standard designs available, there are also many ways to further customize the drive assembly to the specific demands of the application at hand.
Backstop Device
A backstop device is employed in order to prevent the load from reversing direction when the motors are switched off.
VFD
VFDs, or Variable Frequency Drives, allow operators to control motor speed as needed.
Vibration and Heat Sensors
Vibration and heat/temperature sensors are optional components that are becoming more standard, as they are effective in promoting reliability and longevity of drive components.
Mounting Style
Most reducers are of the shaft-mounted design. However, in applications where an especially heavy reducer is utilized, a swing base is often used to reduce the weight load. A rigid low-speed coupling is also typically used in such settings.
In lieu of a shaft-mounted reducer, a foot-mounted reducer can also be utilized. In this case, the reducer is fully supported by the drive base.
Drive Placement
While drive assemblies can be installed at either the head or tail end of the conveyor, head end installation is typically preferred, as this “pulls” the conveyor belt, which is more effective than pushing. When space is limited, it is sometimes beneficial to install the assembly at a point along the conveyor (between the head and tail ends).
In some high-horsepower applications, it may be more economic to install two smaller drive assemblies as opposed to one large one.
Top Industrial Belt Conveyor Issues (With Causes and Prevention)
While belt conveyors provide a reliable, efficient bulk handling solution, they can experience occasional problems. And when issues arise, they can wreak havoc on a production line. Below are some of the most commonly seen issues when working with industrial belt conveyors, including what causes these problems and how to prevent them.
Note: This is not a comprehensive list and does not substitute for the expertise of a professional. Always consult your original equipment manufacturer or manual to ensure all necessary safety, maintenance, and troubleshooting guidelines are followed. Maintenance and storage procedures should always be carried out by a trained professional. FEECO does not make any representations or warranties (implied or otherwise) regarding the accuracy and completeness of this guide and shall in no event be liable for any loss of profit or any commercial damage, including but not limited to special, incidental, consequential, or other damage.
Carryback
Carryback is the material that remains on the belt after discharge and is perhaps the most common struggle among conveyor operators. Typically all industrial belt conveyors experience carryback to some extent, but given its potential for serious consequences, keeping it to a minimum is essential.
Why Carryback is an Issue
Carryback creates a messy and potentially hazardous work environment, as it gets into the undercarriage and surrounding area of the conveyor. This can cause outages and increase the time devoted to cleaning and maintenance.
Not only does carryback create a mess, but material allowed to build up on rollers, idlers, and pulleys degrades these components, causing excessive wear. Further, a buildup of carryback can also cause belt tracking issues, potentially wearing and damaging the belt.
What Causes Carryback
Carryback is largely a result of the conveyed material’s characteristics and propensity for sticking. In general, a material with a higher moisture content is more likely to stick to the belt. Similarly, carryback can be more of a problem in humid environments where hygroscopic materials pull moisture from the air, increasing the likelihood of sticking.
Sticking can also occur when condensation is produced as a result of extreme temperature differences between the material and the belt.
How to Prevent Carryback
The best way to prevent carryback in industrial belt conveyors is to utilize one or more belt cleaners. Belt cleaners can be installed at both the head and tail pulley and ride against the conveyor belt, dislodging any material that may be adhered to the belt. These devices substantially reduce buildup on the belt, and depending on the level of carryback, several options may be appropriate.
Routine cleaning should also be prioritized as part of a conveyor maintenance program in order to minimize any remaining buildup on components.
Conveyor Belt Mistracking
Tracking, or training, refers to the way in which the belt rides on the rollers. Conveyor belts should always track centrally. Mistracking occurs when the conveyor belt rides unevenly on rollers, favoring one side over the other.

Material rides centrally on this properly trained FEECO belt conveyor
Why Mistracking is an Issue
Like carryback, mistracking can cause several issues in an industrial conveyor system. This includes uneven belt wear, belt damage resulting from catching or rubbing on surrounding infrastructure, material spillage, warped belting or belts that are not square, and more.
Mistracking is also recognized as a safety violation by the US Department of Labor’s Mine Safety and Health Administration (MSHA). When a belt is not tracking properly, areas that are normally safe can become pinch points, presenting a hazard to workers. Mistracking can also cause material to fall off of the conveyor, falling on to workers and equipment, or creating piles that present a safety risk.
What Causes Mistracking
Since conveyor and belt alignment are carefully balanced, any number of factors may be the source of mistracking, making it difficult to identify the origin of the problem. Potential causes of mistracking in industrial belt conveyors include improper idler spacing, seized or worn rollers, a misaligned frame, material buildup on any part of the conveyor, excessive belt tensioning, and a worn or damaged belt, to name a few.
How to Prevent Mistracking
The range of possible mistracking causes make a blanket solution to prevention impossible. There are, however, measures that can help to reduce the potential for this issue to occur.
Belt conveyors can fall out of perfect alignment through normal wear and tear. As a result, routinely inspecting alignment of the conveyor structure and its many components helps to prevent mistracking. Off-center loading can also create an alignment issue, so ensure that chutes are positioned centrally over loading areas.
Since mistracking can be caused by material buildup, it’s also important to keep the belt conveyor, idlers, and pulleys clean. This will reduce wear on components, which could also cause mistracking.
Slight off-tracking issues can be remedied by “knocking idlers,” a practice in which idlers are skewed a small amount to correct an off-tracking belt.
Slippage
Belt slippage typically occurs around the drive/head pulley and happens when the belt and pulley do not have enough grip to adequately turn the belt around the pulley.
Why Belt Slipping is an Issue
Belt slipping reduces productivity and efficiency, causing process upsets, or preventing the proper amount of material from being conveyed. It can also cause belt wear and damage, and put added stress on the motor, resulting in premature failure.
What Causes Slippage
There are several reasons why a belt experiences slipping. This includes:
- Low temperatures (cold temperatures can reduce the amount of grip between the pulley and belt)
- Improperly installed pulley lagging
- Buildup on pulley
- Inadequate belt tension
- Worn head pulley
- Smooth pulley surface
- Load that is too heavy for conveyor
How to Prevent Slippage
There are several ways to prevent slippage when working with industrial belt conveyors. Maintaining an adequate belt tension is critical to preventing slippage. It’s important to note, however, that while over-tensioning the belt may seem like an easy fix, this should be avoided, as it can stretch and damage the belt, as well as put added stress on the motor.
When there is not enough grip between the pulley and the belt, consider installing lagging. Lagging is a material added to the surface of the pulley for increased traction.
Alternatively, a snub pulley may be installed. A snub pulley is simply an idler installed at a point which increases the arc between the belt and pulley to improve friction between the two.
Conveyor Spillage
Spillage, not to be confused with slippage, refers to any material that falls off of the conveyor belt into the surrounding area, whether that be at the loading zone, along the conveyor length, or at the discharge. Spillage can occur with both inclined and horizontal troughed belt conveyors for various reasons and is the most commonly encountered problem when working with belt conveyors. Managing spillage is a top priority for plant managers, as it is the cause of a number of subsequent issues.
Why Conveyor Spillage is an Issue
The consequences of material spillage are numerous and have the potential to be severe and costly. The issues associated with material spillage from conveyors may vary depending on the setting, but in general, include:
Material Loss
Whether losing raw materials or finished product, even a small amount of lost material quickly contributes to profit losses and inflated operating costs. This may come in the form of spoiled or inferior product, reprocessing costs, or lost feedstock. Spillage is especially problematic when handling high-value materials or products.
Safety Concerns
In many cases, fugitive material can be a safety hazard. This may be because the material poses a toxicity or inhalation risk, creates tripping or slipping hazards for employees, or causes equipment to malfunction.
Increased Downtime
Not surprisingly, material spillage frequently drives up downtime and labor costs. Time and labor are often lost, whether that’s due to stopping the entire operation for a clean-out, managing fugitive material in the plant, addressing equipment issues caused by fugitive material, or otherwise.
Reduced Equipment Life
Material spillage also frequently causes equipment degradation, especially if not carefully managed. Fugitive material has the potential to damage conveyor belts, idlers, and drive components, all costly parts to replace.
Damage may occur as a result of the material’s specific characteristics, such as its corrosiveness, or because material has been allowed to build up and cause interference between components.
What Causes Spillage
In general, it is not uncommon to see some level of material spillage with industrial belt conveyors. Excessive fugitive material, however, likely indicates an underlying issue. There are a number of potential causes for spillage, but they can usually all be traced back to the equipment’s original design.
The root cause of conveyor spillage in any given bulk material handling system, if not overtly obvious, is best determined by a bulk solids handling expert. Common causes of spillage include:
- An improperly tensioned belt
- Lack of a belt cleaner system
- Inadequate sealing at loading points
- Improper or uneven feeding to belt
- Erratically running belt
- A conveyor running beyond its rated capacity
How to Prevent Spillage
Addressing conveyor spillage should begin with identifying the root cause of the issue, as this will dictate the best approach to resolve the issue. The FEECO Customer Service Team offers process and equipment audits to assess bulk material handling systems for mechanical problems, design issues, and general optimization. Common approaches to preventing spillage are outlined here:
Material Spillage at Loading Area
Material spillage is more likely to occur at loading zones than along the length of the conveyor. Common ways to address spillage occurring at loading areas include:
Add a Skirt Board
Skirt boards help to minimize material by keeping it contained at the sides of the conveyor. In other words, skirt boards provide a place for material to ride against, as opposed to falling off the sides of the conveyor. Some conveyors experiencing problems may already have existing skirt boards, but they are not properly designed. For example, idlers may be spaced too far apart. In some cases, existing skirt board rubber may be worn, requiring replacement or adjustment.
Add an Apron Seal
An apron seal can be added to skirt boards as a way to further prevent fugitive material from escaping at the loading area. Integrated exhaust ports can also be added at the skirt board area for dust pick-off at loading.
Decrease Idler Spacing or Incorporate a Slider Bed
Spillage at the loading area can also be the result of a sagging belt, which creates gaps from which material can escape between the belt and skirt board rubber. This can be resolved by decreasing the space between idlers at the loading area until any sagging is mitigated. Typical spacing is one foot at load zone and two feet for the remainder of skirt boards. This helps to create a better seal between the belt and skirt boards.
To further minimize spillage, idlers can be replaced by a slider bed at the loading area, completely eliminating belt sag between idlers and therefore the potential for material loss.
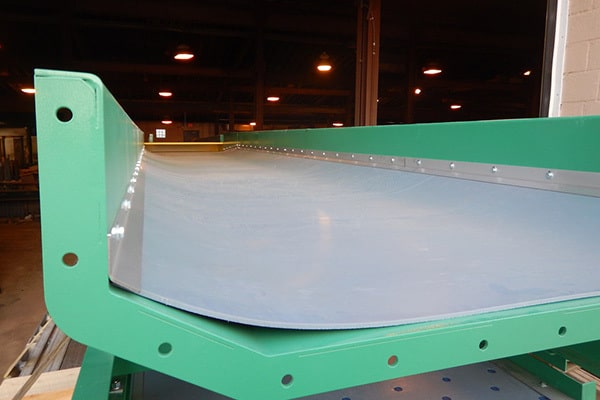
FEECO Slider Bed for reducing material spillage at conveyor loading zone
Ensure Proper Feeding
Various feeding issues can exist that are likely to result in material spillage upon loading. Common feed issues include uneven loading (loading should be centered, not skewed to one side), a worn hopper (i.e., holes in the hopper or feeder that allow material to escape), inconsistent material flow or ratholing in the hopper, a feed rate that is too high, or a mismatch between feed rate and belt speed. All of these issues have the potential to overload the conveyor, either consistently, or intermittently. These issues must be specifically addressed, either through adjustments in the feedstock, modifications to or implementation of a new hopper, adjustment of feed rate or belt speed, or otherwise.
Spillage is especially likely when working with stringy materials such as wood chips or bark, as these do not flow and feed as cleanly as other materials. These types of materials often require special consideration when designing the conveyor load zone.
Minimizing Material Spillage Along the Length of the Conveyor
While material spillage is most common at loading zones, it can be an issue along the length of the conveyor if something is wrong. The cause, and ultimate resolution for spillage along the length of the conveyor is usually fairly obvious. Common ways to minimize spillage along the conveyor length include:
Increase or Decrease Belt Tension
A belt tension that is too high pulls and stretches the conveyor belt, preventing it from troughing properly and therefore making it unable to contain material as well. If belt tension is too low, the belt will sag between idlers, allowing material to fall off the sides. These issues are resolved by properly tensioning the belt.
Reduce Belt Load
Overloaded belt conveyors also cause spillage. CEMA recommends belt loading not exceed 75%. Operations consistently running beyond this should consider a means of either reducing belt load, or increasing available handling capacity through additional or replacement handling equipment.
Increase Angle of Idlers/ Trough Depth
Idlers can be adjusted to accommodate a variety of trough angles, typically 20°, 35°, and 45°. If the trough is too shallow, material may spill over the edges. By adjusting the idler angles to form a deeper trough, material can be better contained.
Remove Buildup
Excessive buildup is not only damaging to the belt and idlers, but it can also interfere with how the belt runs. Material that is allowed to build up on idlers, or at other points along the conveyor can cake, harden, and/or cause interference, causing the belt to run unevenly or erratically, spilling the material. By removing buildup, the interference is mitigated, though additional repairs may be necessary. Conveyors should be routinely cleaned when there is potential for buildup to occur.
Keep Belt Dry
In some cases, a wet belt could be the cause for spillage, as it can promote sticking or slipping of the material on the belt. This is often seen with unprotected belt conveyors operating outdoors, as they are subject to rain and frost, which can cause the belt to become slippery. Conveyors operating outdoors should utilize weather covers or gallery enclosures to protect the material and the belt. If the belt is operating indoors, identify the source of moisture and work to resolve it.
Add a Belt Cleaner
FEECO recommends belt cleaners on all conveyors as a preventative measure in reducing spillage and potential buildup.
Add Deck Plates & Drip Pans
Deck plates and drip pans catch falling material, and while they do not prevent conveyor spillage or address the root cause, they can help to keep spillage contained.
Prevention is Key
Any one of the aforementioned issues has the potential to cause serious problems: premature equipment failure, unexpected downtime, employee injuries, and more. Even if problems do not reach a high level of severity, however, they still represent unnecessary hazards and losses in productivity and efficiency. For these reasons, a preventative approach to conveyor problems is always the best policy.
Regularly inspect the conveyor system to look for signs of trouble: excessive material spillage, abnormal sounds, visual indicators, or other abnormalities. Always ensure that the equipment, as well as the surrounding area, are kept clean. Replace conveyor components that begin to show signs of wear.
By taking these measures, the potential for unexpected downtime and lengthy repairs is greatly reduced.
Using Rubber Conveyor Belts as a Troubleshooting Guide
As we’ve already covered, problems encountered with troughed belt conveyors have the potential to injure employees, shut down the production line, and incur substantial costs in repairs and production losses.
Choosing a reputable industrial conveyor manufacturer and having a system designed around the unique needs of the specific handling application are the first steps in maintaining efficiency and prolonging equipment life, but even the best conveyors can still encounter issues through normal wear and tear or unforeseen production changes.
The ability to quickly troubleshoot an under-performing or stalled conveyor is crucial in minimizing downtime and preventing further damage and loss, but when a problem occurs, it can be hard to know where to start troubleshooting.
Fortunately, the rubber belt itself is often a reliable indicator, hinting at the underlying problem through wear pattern, running problems, and more. Use the guide below to quickly assess and resolve common industrial conveyor problems often exhibited in the belt.
Note: Once again, this is not a comprehensive list and does not substitute for the expertise of a professional. Always consult your original equipment manufacturer to ensure all necessary safety, maintenance, and troubleshooting guidelines are followed. Maintenance and storage procedures should always be carried out by a trained professional. FEECO does not make any representations or warranties (implied or otherwise) regarding the accuracy and completeness of this guide and shall in no event be liable for any loss of profit or any commercial damage, including but not limited to special, incidental, consequential, or other damage.
Troubleshooting: Be Alert & Safe
During conveyor inspection, be alert for any abnormalities such as strange odors, leaks, sounds, or visual wear. Other potential indications of a problem include excess material spillage, process bottlenecks, a change in product quality, or other sign of underperformance. When troubleshooting, always follow all necessary safety measures.
Operators and maintenance personnel should be trained on the system so they are able to safely troubleshoot any issues that arise.
Problems With How the Belt Runs
Problem: Belt “runs off” one side of head or tail pulley.
Potential Cause: When a conveyor belt runs off one side of the terminal pulley, this is most often an indication that something is not right with the pulley itself. Typically, this type of belt behavior results when the pulley is either not square with the axis of the belt, or when the pulley shaft is not level transversely. Material buildup, as well as worn or missing lagging can also cause this behavior.
Fix: To resolve this issue, confirm that the pulley shaft is level horizontally. Use several idlers (carrier or return) prior to the pulleys to train the belt. Improve cleaning procedures if buildup is an issue and replace worn or missing lagging if necessary.
Problem: Belt runs to one side at a particular point on the frame.
There are many possible reasons why a belt runs toward a particular point on the frame:
Potential Cause: Idlers prior to the point of trouble may not be square with the frame.
Fix: Minimally advance the end of several idlers on the run-out side.
Potential Cause: The conveyor frame may be either out of alignment, or is not transversely level.
Fix: Use a string to check alignment along the length of the conveyor. Use a level to check alignment across the width of the frame. Adjust alignment as needed.
Potential Cause: There could be material buildup on idlers and return rollers, or idlers may be damaged or frozen.
Fix: Improve maintenance practices and/or install a cleaning device such as a belt cleaner.
Potential Cause: The terminal pulley may be out of alignment.
Fix: Check and adjust both terminals.
Potential Cause: Spilled material may be forcing the belt to move to one side.
Fix: Find and correct the cause of spillage.
Problem: The entire conveyor belt, or a long segment of it, runs to one side (Mistracking)
Here again, there are many factors that may cause an entire conveyor belt (or long section) to run to one side:
Potential Cause: The structure may be out of alignment, or not level transversely.
Fix: Check and correct.
Potential Cause: It’s possible the belt is not cut and spliced squarely. Similarly, the belt could be bowed as a result of poor storage conditions.
Fix: In the case of new belt conveyors, operate under the full load tension for the “break-in” period. If condition persists, a new, higher-quality belt may be required. For bowed conveyor belts, a complete replacement is necessary.
Potential Cause: Material is being loaded on the belt conveyor off center.
Fix: Correct the cause at loading point.
Potential Cause: Belt is tensioned improperly.
Fix: Adjust the pulleys as needed.
Problem: Belt is running erratically
Potential Cause: The belt may be too stiff to train. Alternatively, improper belt tension could also be causing the belt to run improperly.
Fix: Check quality manufacturer of belt for proper specifications on conveyor. Check belt tension and adjust pulleys as needed.
Potential Cause: Twisting of frame on portables and stackers.
Fix: Brace loading hoppers so load and loading stresses do not allow frame to twist out of line. Adjust belt tension.
Problems With Belt Wear
Problem: Excessive stretching
When a belt is exhibiting extensive stretching, there are two primary causes:
1.Belt tension is too high.
Many factors can cause the tension to be too high, and as such, there are many potential ways to resolve the issue:
- Increase the belt speed, while maintaining the same capacity.
- Reduce the tonnage while maintaining the same speed.
- Install drive pulley lagging.
- Use less weight on gravity take-up, or less tension on screw take-up.
- Check for worn idlers or spilled material.
- Check tonnage capacity and belt tension against belt specs.
- Check tensions at skirts
2.Belt construction is too light.
To confirm that belt construction is too light, check the tonnage capacity and belt tension against the belt specifications. The fix in this case is to replace the belt with one of adequate specifications.
Problem: The belt is exhibiting severe wear on the pulley side.
Potential Cause: Idlers may be sticking, or the impact or load zones may be worn. Overloading could also be occurring.
Fix: Replace bad rolls. Improve maintenance practices. Reduce loading if necessary.
Potential Cause: Material is being allowed to spill onto the return belt.
Fix: There are many potential ways to resolve spillage of material on the belt. This includes:
- Use of a sealed hopper
- Installation of a self-cleaning tail pulley
- Use of return belt covers
- Prevention of sloppy loading with deep trough idlers
- Addition of a return plow prior to the tail pulley
Potential Cause: The head pulley fasteners could be protruding.
Fix: Replace worn lagging.
Potential Cause: Slippage may be occurring on the drive pulley.
Fix: Use rubber lagging on the drive pulley. Use grooved or herringbone type. If needed, install a snub pulley to increase drive pulley contact.
Problem: There are short breaks in the carcass.
Potential Cause: Similar to the previous issue, breaks in the carcass could indicate a loading impact from sharp lumps.
Fix: Reduce the loading impact and employ impact idlers or bed.
Potential Cause: The chosen belt is not a good fit for the application.
Fix: Replace the belt with one better suited to the application.
Potential Cause: It’s also possible that material is getting between the belt and the pulley.
Fix: If this is the case, improve maintenance practices to reduce fugitive material between belt and pulley.
Problem: Breaks are occurring at the belt edge.
Potential Cause: Belt edges may be “folding up” on structure at or near pulleys.
Fix: Retrain belt properly.
Potential Cause: Material is jamming under the hopper or skirt boards.
Fix: Adjust for proper clearance and relief.
Potential Cause: The final idler is too close to the head pulley or too high.
Fix: Adjust final idler location or height.
Potential Cause: A sharp, convex curve is present in the system.
Fix: Adjust to a more gradual curve.
Problem: Belt edge is exhibiting wear
Potential Cause: When a belt exhibits wear at the edge, it is often a sign of misalignment, which can allow the belt to run out of line and rub against a structure.
Fix: Follow OEM recommendations for correcting belt alignment. Retrain as needed.
Problem: Belt is exhibiting transverse breaks near fasteners
Potential Cause: Fastener plates are too long for the pulley size. (For mechanical splice only)
Fix: Use correct lacing and/or use larger pulleys.
Problem: Excessive “cupping”
Cupping occurs when the edges of the belt curl up. Cupping is expected as a part of normal wear and tear over time, but excessive cupping could be an indication that something is wrong. There are many reasons why a belt may exhibit excessive cupping:
Potential Cause: The belt may be over-tensioned.
Fix: Reduce take-up tension or counterweight on gravity take up. Check for drag from stuck idlers. Reduce loading rate or increase belt speed to reduce tension. Make certain that the belt is adequate for the tension requirements.
Potential Cause: Deep trough idlers and a low elasticity in belt fabric are causing high tension.
Fix: Use adjustable transition idlers at terminals for longer transitions between deep trough and pulleys. Use belting with moderate stretch. Ensure proper transition distances.
Potential Cause: Belt has been stretched or is worn out.
Fix: Replace belt.
Potential Cause: The top cover is too heavy for the thin-ply belt.
Fix: Consult a quality belt manufacturer.
Problem: Belt is hardening and/or cracking
The hardening and/or cracking of a rubber conveyor belt is a result of exposure to heat. To resolve the issue, use a Neoprene hot material belt. Use oil for lubrication.
Problems With Cover Compound Wear
Problem: Cover is exhibiting swells or spots
Potential Cause: Spilled oil or grease are or have been on the belt.
Fix: Locate the source of the spill/leak and improve housekeeping practices.
Potential Cause: The troughing idlers may be over-lubricated.
Fix: Again, improve maintenance practices.
Potential Cause: There may be oil in the material.
Fix: Remove the source of oil if possible. If this is not an option, replace belt with the proper oil-resistant covers for the application.
Problem: The cover is getting cut or slashed.
Potential Cause: When the cover is exhibiting cutting or slashing, this could be a result of sharp material impact.
Fix: If this is the case, impact idlers, load tables, or cradles can be added. Some narrower belts or those with lighter loads may require a softer drop zone (no horizontal idler) at the load area. The chute design could also be modified to allow for better delivery of the material to the belt. A slope could also be added to the chute to allow material to slide onto the belt more gently.
Potential Cause: Tramp iron or other material could also be causing the cutting/slashing.
Fix: Use a metal detector or overhead magnet above the head pulley.
Problem: The top cover is exhibiting wear such as grooving, gouging, longitudinal ripping, or stripping
Again, one of any number of factors may be at play, causing wear on the top cover:
Potential Cause: Hopper or skirt board rubber is too stiff where pressed.
Fix: Use pliable skirt board rubber (not old belt) and adjust properly, adjust skirt seals of minimum clearances, and/or install slides in place of outer troughing rolls.
Potential Cause: There may be a gap between idlers at the loading point, allowing material to grind between the belt and flashing.
Fix: Space idlers more closely at the loading point and adjust to proper clearance.
Potential Cause: Skirt board metal is too close to the belt.
Fix: Adjust to proper clearance.
Potential Cause: The width between skirts is too narrow.
Fix: Widen spacing and taper the opening in the direction of belt travel.
Potential Cause: Belt deflects at the loading point allowing material to jam between the seals and belt.
Fix: Use loading hopper with slides for belt edges, or shift the idler or chute so that loading impact is just ahead of the idler.
Potential Cause: Material is jamming against belts at the head pulley in full bin or plugged chute.
Fix: Add plug chute switches, or observe more careful operation.
If top cover wear is excessive, there could be another reason for the issue, such as:
Potential Cause: Return rolls may have a build up of material, causing them to stick.
Fix: If rolls are stuck, they will require repair or replacement. For dirty return rolls, install rubber disc returns. Ensure belt cleaners are functioning properly. Retention/replace belt scrapers where necessary.
Potential Cause: The belt may be dragging through spilled material.
Fix: Improve cleaning and housekeeping procedures.
Potential Cause: Loading conditions are poor (ex., side loading).
Fix: Improve chutes and hoppers.
Potential Cause: The cover may be of a low tensile rating.
Fix: When replaced, use a higher quality, and possibly heavier cover.
Potential Cause: There may be excessive sag between idlers caused by shifts in the load. Belt tension may be too loose.
Fix: Adjust pulleys to retention belt.
Be Proactive about Conveyor Issues
Any observed abnormalities in an industrial conveyor system should be addressed immediately in order to avoid excess damage or failure. When the source of the problem is unclear, consult the OEM or other qualified service expert.
Routinely inspect the conveyor to catch problems before they have a chance to escalate. Having the OEM or other service technician conduct regularly scheduled conveyor inspections will also help to catch any potential problems early. The frequency of recommended inspections varies per operation, ranging from a couple times per year, to monthly in especially demanding cases.
Conclusion
Production plants in every industry rely on industrial conveyor systems to keep their operations moving. Selecting the right type of industrial conveyor, configuring it for optimal performance and longevity, and knowing how to address issues quickly, efficiently, and safely are all essential to maximizing uptime.
As a leader in custom bulk material handling equipment, FEECO not only offers incredibly robust, high-performance conveyors and handling systems, but we also have the expertise to guide customers in selection, as well as ongoing maintenance and troubleshooting. For more information on our conveyors or related services, contact us today!