
A rotary drum of any type – be it a rotary dryer, granulator, kiln, or otherwise – is a significant capital investment. And while rotary drums are generally a low-maintenance type of equipment, they do require regular inspection and maintenance in order to continue running properly.
Operators and maintenance personnel are the first line of defense in maximizing rotary drum life and should therefore be trained to regularly inspect the unit and recognize potential problems.
The following list, though not exhaustive, provides an overview on some of the most important rotary drum measurements operators and maintenance personnel should be familiar with.
Tire Creep (Floating Tires Only)
Tire creep is an important measurement to keep an eye on when working with a drum that utilizes the floating tire mounting style.
Tires, or riding rings using the floating mount style must be larger in diameter than the drum shell. As a result, the tire does not reach full rotation at the same point as the shell does, instead rotating slightly slower. This difference per revolution is referred to as tire creep and is considered a slow migration of the tire around the drum.
Tire creep is not avoidable with floating tires, but should be kept to a minimum, or as close to zero as is physically possible. It is worth noting that wedge-mounted tires should not experience creep; if tire creep is exhibited with the wedged tire mount style, this typically indicates that the mounting pins have failed and the tire is in need of drastic repair.
The optimal amount of creep varies depending on the size and type of drum (whether the drum is hot or cold); hot drums such as kilns and dryers require a slightly larger tire creep so that when the drum shell heats up, it is not restricted by the tire. Once the tire heats up, it also expands (though only slightly), reducing the amount of creep.
Cold gap, the space between the inside of the tire and the outside of the mounting blocks, is directly related to tire creep and is monitored hand-in-hand in managing creep; the larger the cold gap, the greater the amount of tire creep. Additional information on cold gap is provided below.
Why Tire Creep is Important
Because the tire acts as a structural support for the rotary drum, it helps to prevent distortion or flexing of the shell as it rotates (this flexing is referred to as the shell’s ovality).
In addition to drum shell problems, excessive tire creep also results in axial runout, or the tire falling out of alignment with the drum. This can cause a variety of problems, including a wobbling and vibration of the tire and drum shell and additional strain on all components. Tire creep also promotes additional wear on the tire assembly and its components.
Monitoring & Treating Tire Creep
Tire creep grows larger over time through normal wear and tear. Because of this, it’s important to monitor creep on a monthly basis.
FEECO recommends looking at scheduling a tire-shimming adjustment by a qualified customer service engineer once the creep reaches a half inch per revolution. At ⅝” per revolution, parts can be ordered. Tire creep should not be allowed to exceed ¾” per revolution, so shimming should be conducted at or before this milestone.
Cold gap
Cold gap refers to the space between the inside diameter of the tire and the outside diameter of the tire mounting blocks measured at top dead center (TDC) when the drum is cold. As mentioned, cold gap is strongly linked with tire creep, because it is part of the tire assembly.
Cold gap varies based on the type of drum. For applications where the drum shell does not exceed 250°F, the cold gap should be close to zero.
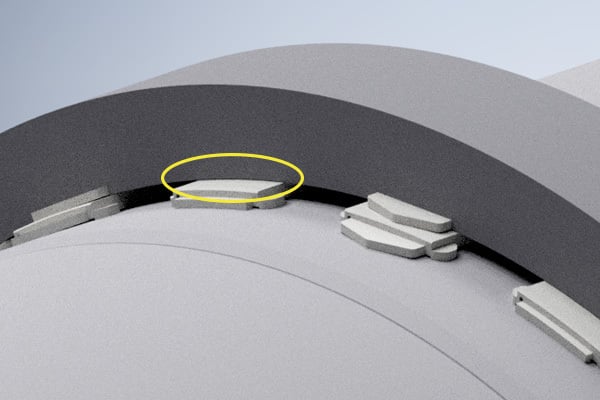
Cold gap is the space between the tire’s interior diameter and the outer diameter of the filler bars. This is measured at the top of the drum shell, as shown in the image above.
Why Cold Gap is Important
The cold gap must be such that it allows for the drum tire to “creep” around the drum during rotation. If the gap is too large, the tire will creep too much around the shell and will prematurely wear the keepers and flotation blocks onto which it is mounted. If tire creep is too small, the tire will constrict the drum in heated applications.
Monitoring & Treating Cold Gap
Cold gap should be checked annually, or in the event that tire creep is found to be excessive. When tire creep is beyond the acceptable measurement, the cold gap is measured to determine the size and quantity of shims needed to re-shim the tire. Cold gap should only be measured when the drum is cold.
Drum Float
Rotary drum “float” refers to how the drum is sitting between thrust rollers. Thrust rollers are positioned on both sides of each tire in order to prevent the drum from drifting forward or backward. The extent to which the drum pushes against a thrust roller is known as thrust loading.
Ideally, drums should “float” between the thrust rollers without touching at either end. In most cases, however, true float is not achievable and light, intermittent thrust loading is acceptable.
Why Float is Important
How a drum floats on its base is an indication of the extent to which (if any) the drum is drifting. If the drum is allowed to drift in any direction beyond proper float, damage to tires and thrust rollers is the most immediate threat. As with many other factors, improper float also puts additional stress on other drum components. In extreme situations, the drum could drift off of its base.
Float is also an indication of the drum’s alignment in relation to the trunnion wheels. If the drum moves “back and forth” on a regular basis (for example hourly or daily), then it is typically safe to assume that the drum is fairly well aligned. Of course, there are exceptions to this rule, but it holds true in most cases.
Monitoring & Treating Drum Float (Drum Training)
Float should be checked daily. The amount of acceptable float is dependent on the specific setting. If operators or maintenance personnel find that the drum is beyond what is considered acceptable, they will need to perform a skewing adjustment on the bearings in order to move the drum back to its proper floating position. This process is referred to as drum training.
If float is found to be excessive, it may also be necessary to adjust the thrust rollers in order to ensure that the gears, trunnions, and tires are all centered and nothing is “overhanging.”
In training the drum, FEECO recommends favoring the thrust roller that is more accessible for easier maintenance in the future.
Tire and Trunnion Diameters
Tires and trunnion wheels are the load-bearing surfaces of the system. These components provide structural support while also facilitating rotation of the drum.
Why Tire and Trunnion Diameter are Important
As the primary points of contact between the drum and its base, tire and trunnion diameters contribute significantly to the drum’s mechanical stability, particularly when it comes to alignment.
The diameter of these components becomes smaller over time through the constant rotational contact and subsequent wear. Tire and trunnion grinding, a resurfacing technique, also removes a small amount of diameter when done regularly. Even though grinding removes a small amount of material, the benefit of the newly smoothed surface greatly outweighs the reduction in diameter.
When the difference between current and original diameter becomes too great, the offending component should be replaced, as beyond this, the rotary drum slope is affected, which in turn affects retention time and other process parameters.
Monitoring & Treating Tire & Trunnion Diameter
FEECO recommends checking tire and trunnion diameter on an annual basis. When tires lose 10% of their original thickness, they should be replaced, while trunnions should be replaced after losing 5% of their original diameter.
Root Gap
Root gap is the distance between the tip of the pinion gear and the valley of the girth/ring gear, or in other words, the depth to which the pinion gear is enmeshed with the girth gear (applicable only to drums with a gear and pinion drive assembly).
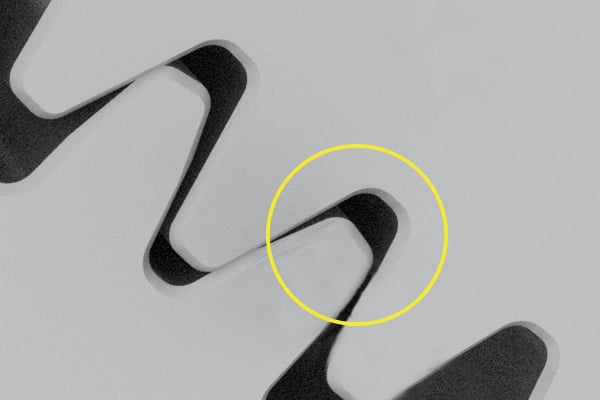
Root gap: the distance between the tip of the pinion gear and the valley of the girth gear
Why Root Gap is Important
Proper root gap is essential for 2 reasons. First, it ensures the gears are square to each other, evenly distributing the loading across the tooth face. Second, it gives the user a measurable value that can be monitored throughout the life of the equipment.
Monitoring & Treating Root Gap
Root gap should remain the same throughout the life of the drum and should be checked annually to ensure no changes are occurring. Changes commonly occur when gear teeth or valleys become damaged.
Backlash
Backlash is another measurement related to the gear and pinion drive assembly and indicates concentric gear and pinion alignment. While this measurement is typically only a concern at the time of installation, it is important to get it right and check on it occasionally.
Backlash is the distance between the non-driving sides of adjacent gear teeth of two meshing gears and indicates how well the gear and pinion are aligned.
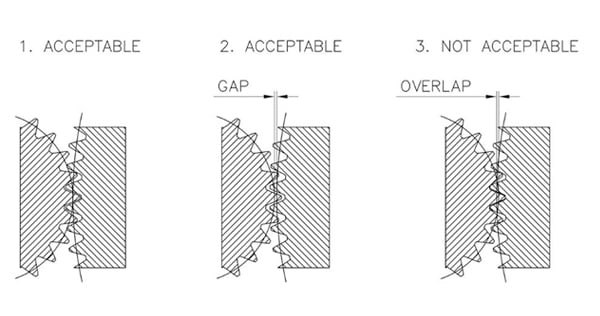
The image above illustrates proper and improper backlash.
Why Backlash is Important
Backlash is directly linked to the longevity of the girth and pinion gears. If backlash is too tight, the gear will “bind” and cause excessive wear on the back of the preceding tooth. Too loose and the gear teeth will experience excessive stresses which could lead to damage or even gear failure.
Monitoring & Treating Backlash
Backlash naturally accelerates over time as the gears wear and should be checked annually, or in the event that a “growling” noise is heard from the gear mesh area.
Since gears are not repaired, replacement is the only option when backlash becomes severe.
Tire & Trunnion Hardness
The hardness of tires and trunnions are also important to know. Trunnions are typically harder than tires, so wear occurs more readily on tires.
Why Tire & Trunnion Hardness is Important
At the point of install, it’s important to check hardness to ensure it meets the engineered specification. Checking at install also provides benchmark data upon which to reference in the future.
Hardness is also important to check during the life of the drum to ensure that underlying issues have not caused a change in component hardness.
Monitoring & Treating Tire & Trunnion Hardness
Tire and trunnion hardness is not something everyone can readily measure; it requires specialized skills and equipment and is therefore best carried out by a professional.
Hardness should be measured on an annual basis.
Keeping Track of Rotary Drum Data
While regularly monitoring these measurements is the first step in maintaining and prolonging the life of a rotary drum, the measurements mean little if not recorded.
Recording measurements provides valuable benchmark data, allowing operators and maintenance personnel (or other qualified service technicians) to see how the unit is wearing and changing over time.
It can also give operators a heads up that something might not be right, or that a component is exhibiting accelerated wear. Further, such data can help maintenance personnel and plant managers to predict future maintenance requirements and schedules.
When troubles arise, this benchmark data also provides valuable background information to outside rotary drum service providers.
Annual Inspections
FEECO recommends all plant managers in charge of maintaining rotary drums schedule an annual rotary drum inspection. In addition to the various points above, trained customer service personnel inspect all mechanical and structural components to ensure everything is in good working order. Depending on the service provider, these types of audits typically include a detailed report illustrating all findings and recommendations.
Annual inspections provide a thorough and in-depth picture of the drum’s overall condition and are an essential tool in catching problems before they have a chance to escalate.
Conclusion
As a key piece of process equipment and substantial investment, rotary drums must be properly maintained to maximize their production life. Training operators and maintenance personnel in monitoring and recording critical measurements such as tire creep, cold gap, and more is the first step in properly maintaining rotary drums. In addition, annual inspections by trained service personnel provide an added layer of security in evaluating and maximizing the overall health of the unit.
As a global provider of the industry’s best custom rotary drums, FEECO offers a comprehensive parts and service program to keep rotary drums running efficiently for years to come. This includes operator training, annual inspections, process and equipment audits, repairs, spare parts, and more. For more information on how we can bring your rotary drum back to optimal efficiency, contact us today!