
The tire mounting assembly on a rotary drum, whether a dryer, cooler, kiln, or otherwise, goes far beyond a mechanical interface; it ensures proper drum shell support, minimizes wear, and safeguards the equipment’s long-term service life.
Over the past several decades, mounting technology has evolved, with the floating tire mounting system now widely regarded as the most effective solution for both performance and longevity.
Yet, countless rotary drums in operation today still rely on outdated mounting styles, exposing plant operators to elevated maintenance demands and significant safety risks. By upgrading the tire mounting system on a rotary drum to the floating tire mount style, plant managers and maintenance personnel can minimize their risk and prolong equipment service life.
Why Do Rotary Drums Need a Tire Mounting System?
While rotary drums could roll directly on trunnion wheels without the support of a tire (this setup is known as a friction drive), the static and dynamic loads associated with operation would require a much thicker shell to reduce flex and distortion.
A properly engineered tire and mounting system provides the necessary support to the shell during operating conditions, while also serving as a reliable wear point.
The way in which the tire is fitted to the shell, however, can promote or discourage wear, with older mounting systems often inadvertently increasing maintenance requirements and costs.
What’s Important in a Rotary Drum Tire-Mounting Assembly?
Decades of successes and failures with various designs have illustrated that there are three key criteria a tire-mounting assembly must meet:
Support to the Drum Shell (and Refractory)
The tire must provide adequate support to the drum shell and refractory (where applicable). A well-mounted tire should support the drum so that it runs true and concentric, minimizing ovality during rotation.
Accommodation of Thermal Expansion (for Hot Rotary Drums)
Rotary drums subject to temperature changes, including rotary kilns, dryers, coolers, and even some granulators, naturally expand and contract in response to the thermal cycling that occurs during start-up, shutdown, and production. The tire mounting assembly must be designed to accommodate the known operating temperature and thermal expansion of the shell.
Maintenance Accessibility
The tire mounting assembly contributes significantly to the long-term condition of the tire and shell, but requires proper upkeep to maintain its integrity.
Through normal wear and tear, mounting hardware can become worn and unbalanced, requiring routine adjustment to maintain optimal structural integrity and prevent the drum from experiencing tire creep or axial movement.
For these reasons, the mounting system must be readily serviceable so adjustments can be made in response to normal wear and tear as the system ages.

Rotary dryer with floating tire mount
Types of Tire Mounting Systems
Historically, tire mounting technology has fallen under one of three categories:
The Wedged Tire Mount Assembly
In this design, rectangular wedges are tightly pinned between the shell and tire. While this mounting style provides support to the drum, because mounting hardware is rigidly fixed, the drum shell experiences significant stress at wedge weld points. Cracks in the shell develop at the corner welds of wedges and can propagate down the shell. As a result, this design is plagued by mounting hardware breaking away, requiring frequent rewelding and replacement.
In addition to not flexing with the drum, rigidly fixed components do not allow for thermal expansion, instead restricting the drum shell and eventually resulting in shell cracks.

Drum tire with wedged tire mounting assembly
The Direct Mount (Shrink-Fit) Assembly
In this design, the tire is essentially shrink-fit directly onto the drum shell without any interfacing materials. Direct mount assemblies are utilized for low-to-no thermal expansion applications.
For non-thermal drums, this is an effective mounting style, but requires an engineered solution.
The (Non-Floating) Filler Bar Tire Mount Assembly
With the filler bar tire mounting style, fitted, arched plates (steel pads referred to as filler bars or flotation blocks) are welded to the drum shell. The tire is then mounted on top.
The tire is allowed to travel or free-float over the flotation blocks, which are made from a metal softer than the tire to promote wear on the pads instead of the tire inside diameter (ID). A graphite block mounted between filler bars can provide a layer of lubrication on the tire ID. Keeper blocks mounted atop filler bars keep the tire from drifting off of its axis.
While this design was a significant improvement over previous approaches, here again, welding the filler bars to the drum shell similarly created stress at the weld points between the filler bars and shell.

Crack at weld point between filler bar and shell
The Floating Tire Mount Assembly
The floating tire design is an improvement on the filler bar mounting style. Instead of welding flotation blocks to the shell, as with the traditional filler bar assembly, all components are free floating.
Instead, small keeper blocks, too small to cause stress points, are welded onto the shell to keep the floating hardware in place. As with the filler bar assembly, the drum floats freely over the flotation blocks, with side keepers holding the tire’s axial position.
This approach provides the least amount of stress on all components – mounting assembly, tire, and drum shell.
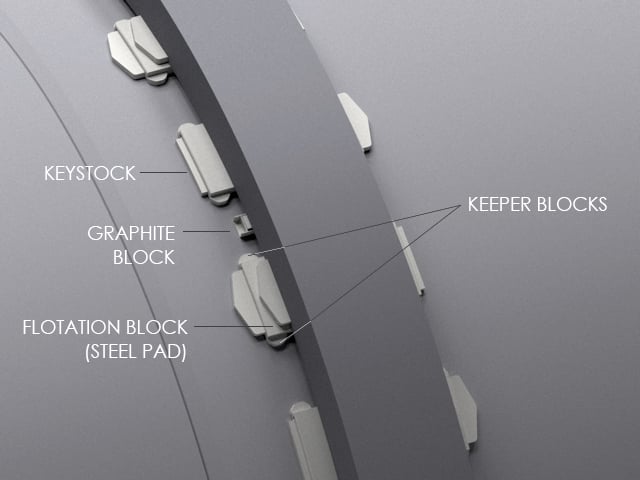
The image above illustrates the floating tire mount design, with keeper blocks keeping steel pads and the tire in place.
Benefits of the Floating Tire Approach
The floating tire mount assembly significantly outperforms previous designs, offering several benefits:
Allows for Drum Shell Flex
The most critical advantage to the floating tire mounting style is that it accommodates shell flex by allowing for thermal expansion and contraction.
In hot applications, thermal expansion can be calculated based on normal shell operating temperatures by designing a “cold gap” into the mounting system to allow for a closer “hot gap” when at operating temperature.
This must be carefully designed, as a cold gap that is too large puts the drum at risk of too much creep while operating, resulting in excessive wear on top of filler bars and side tire keepers. A cold gap that is too small can cause the drum to become constrained, causing it to expand into the tires.

A feeler gauge is used to measure the cold gap between the tire’s interior diameter and the flotation block
Maintenance Friendly
Because mounting hardware is all free floating within the keeper blocks, the floating tire design significantly improves ease of maintenance and accessibility.
With a wedged or filler bar tire mount, adjusting the tire is a complex process that takes several days and requires more labor and additional tools, as well as specialized welding techniques in some cases.
In the case of direct-mount tires, adjustments are not possible because the tire is shrink-fit onto the drum.
In contrast, the floating tire mount allows for fast and simple replacement of worn hardware or the addition of shims to manage creep. Reshimming for optimal creep with a floating tire mount can be planned in advance and scheduled during a normal maintenance outage, with a medium-sized drum typically completed in a day.
Applicable to Hot and Cold Drums
Another benefit to the floating tire design is that unlike some other designs, it can be used on both hot and cold drums.
By design, the floating tire is better able to accommodate shell flex during rotation, as well as any thermal expansion and contraction, providing the longest life of the tire, mounting system, and drum shell out of all the designs.

Floating tire mounting assembly on a rotary dryer
What Does the Mounting System Upgrade Look Like?
The upgrading, retrofitting, or rebuilding of a mounting system is carried out as follows:
System Evaluation
Plant managers looking to upgrade or rebuild their mounting system should first have their drum evaluated by an experienced rotary drum service provider. The inspection will help to identify the condition of the drum, the existing mounting system, and the tire. In cases where tire degradation is severe, a new tire may be recommended.
The evaluation may also uncover other repairs that should be conducted during the retrofit. During the inspection, the service provider will also advise plant personnel on how best to prepare for the retrofit based on their specific facility and operating requirements.
Depending on the severity of conditions, the retrofit should ideally be planned for the next available one-week outage. As a new mounting kit has a typical lead time around 14-16 weeks, the upgrade must be planned well in advance. If a new tire is needed, additional lead time will be required.
Replacing the Mounting Assembly
The service provider will likely work with the plant manager or on-site maintenance personnel ahead of time to ensure all necessary tools and materials are on site and the drum will be readily accessible and properly prepared when retrofitting time arrives.
The upgrade process may differ depending on the conditions of the drum and tire, spatial restrictions, and the provider.
If crack repair beneath the tire is required, the tire will need to be removed or slid over onto a temporary base. Once technicians have access to the drum shell, the work proceeds as follows:
- Removal of existing mounting hardware
- Repair of shell cracks
- Cleaning of the interfacing drum and tire surfaces
If crack repair is not required, the mounting system can be replaced in-situ. Technicians do this by swapping out the mounting hardware at the drum’s top-dead-center (TDC) position, then rotating the drum sequentially until all hardware has been replaced.
Whether the tire is removed or not, once all mounting hardware has been replaced, the process moves forward as outlined below:
- Remounting of the tire
- Installation of side keeper blocks
- Confirmation of key measurements: runout, creep, cold gap, keeper gap
- Alignment of trunnion bases
Conclusion
Upgrading a rotary drum to a floating tire mounting assembly offers far more than a mechanical improvement—it’s a strategic enhancement that delivers measurable returns in reliability, maintenance efficiency, overall equipment health, and plant safety. By accommodating thermal expansion, reducing stress on critical components, and simplifying service access, the floating tire design helps extend the life of the drum, tire, and drive system, while minimizing costly disruptions. Whether as part of a planned maintenance outage or a broader modernization initiative, retrofitting with the floating tire system positions a plant for safer operation, improved uptime, and reduced operating costs. FEECO’s Customer Service Team brings the technical expertise, specialized tooling, and decades of experience needed to execute the upgrade efficiently, ensuring your rotary drum continues to operate at its best for years to come. For more information on our service capabilities or rotary drums, contact us today!