
FERTILIZER EQUIPMENT, SYSTEMS, & SUPPORT SERVICES
Founded in 1951 as the Fertilizer Engineering & Equipment Company, the name FEECO has become synonymous with fertilizer granulation expertise ranging from process development, to equipment design and fabrication, and even parts and service.
From single nutrient products to complex fertilizers, our expertise starts in traditional chemical fertilizer granulation techniques and extends into specialty products and organic systems that turn wastes into premium fertilizers. We supply individual pieces of equipment, as well as complete granulation lines incorporating metering and control systems, handling and feeding equipment, and more.
Our knowledge and experience has led us to become the preferred provider for the industry’s top producers. Among them:

EQUIPMENT
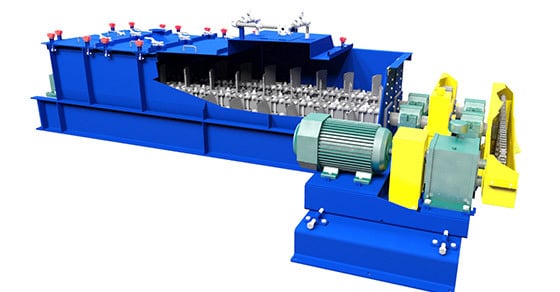
Agglomeration Equipment
for Fertilizer Production
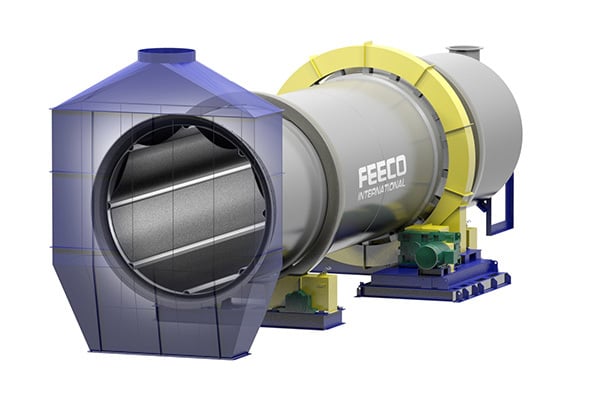
- Rotary Granulators (Granulation Drums)
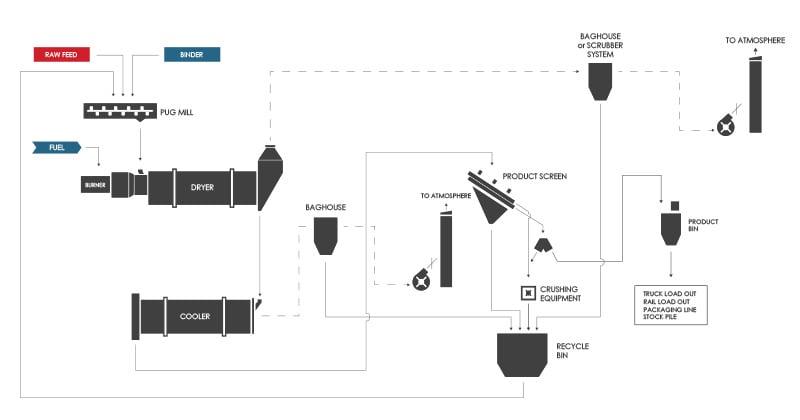
- Pug Mills
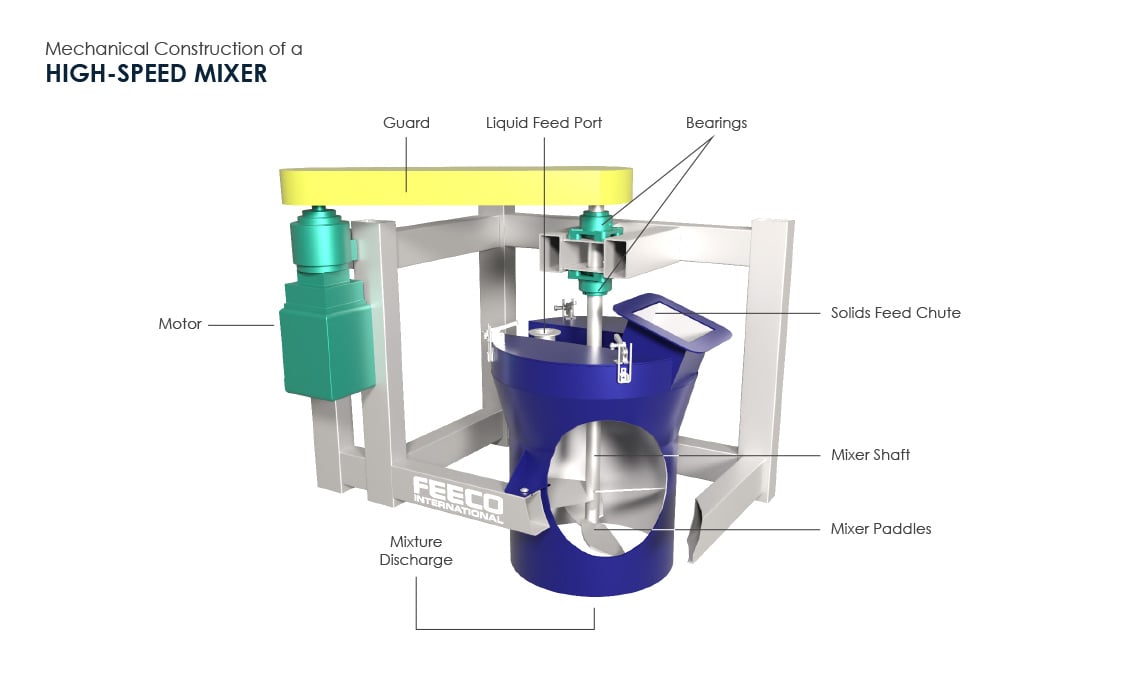
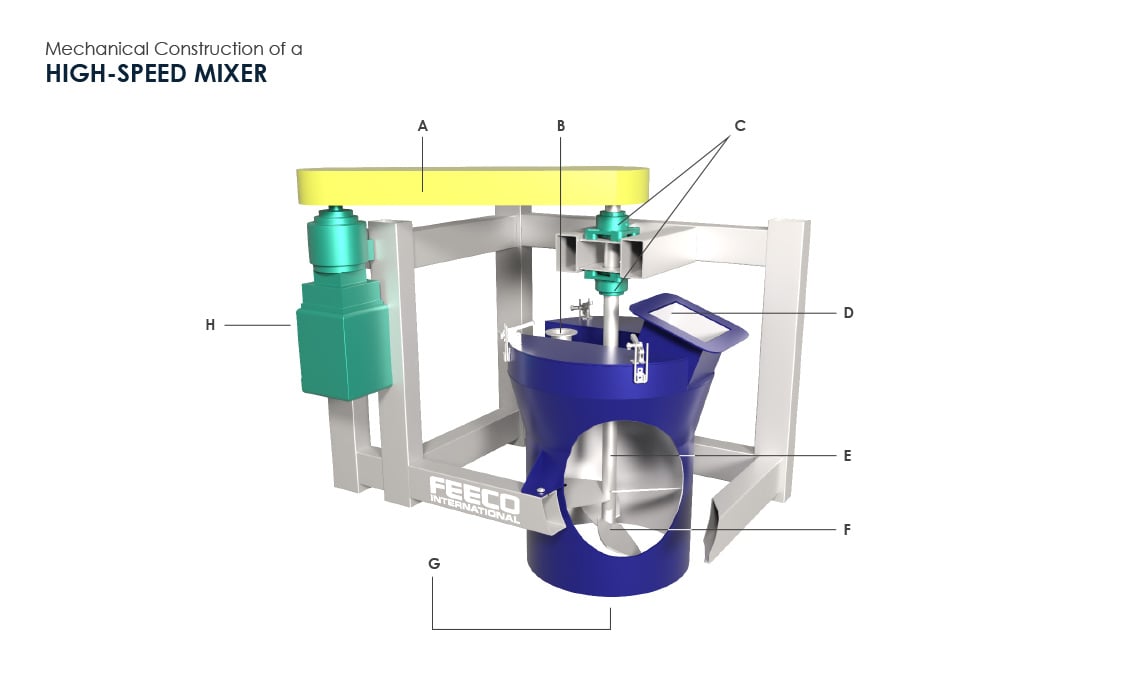
- Pin Mixers
- Hammer Mills
- Disc Pelletizers
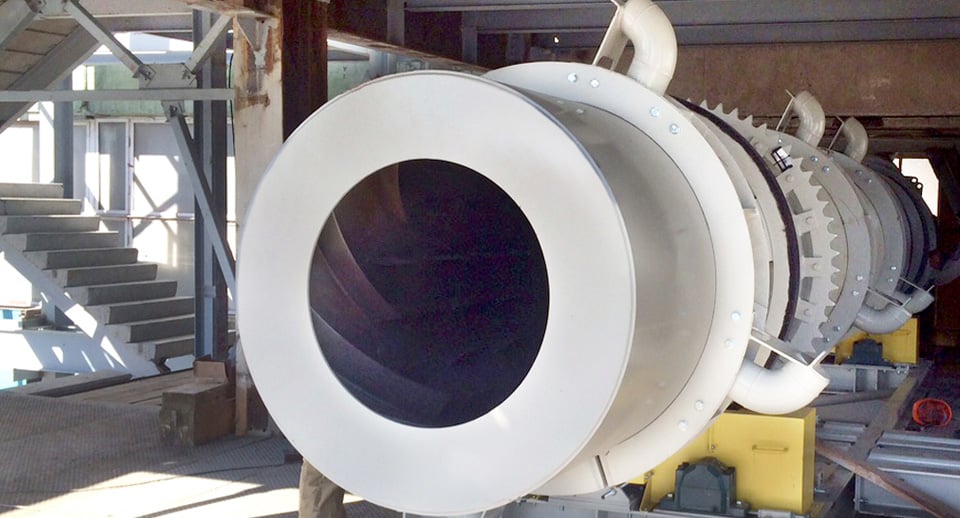
Thermal Processing Equipment
for Fertilizer Production
Bulk Material Handling Equipment
APPLICATIONS
FEECO has extensive experience in a wide range of materials, including:
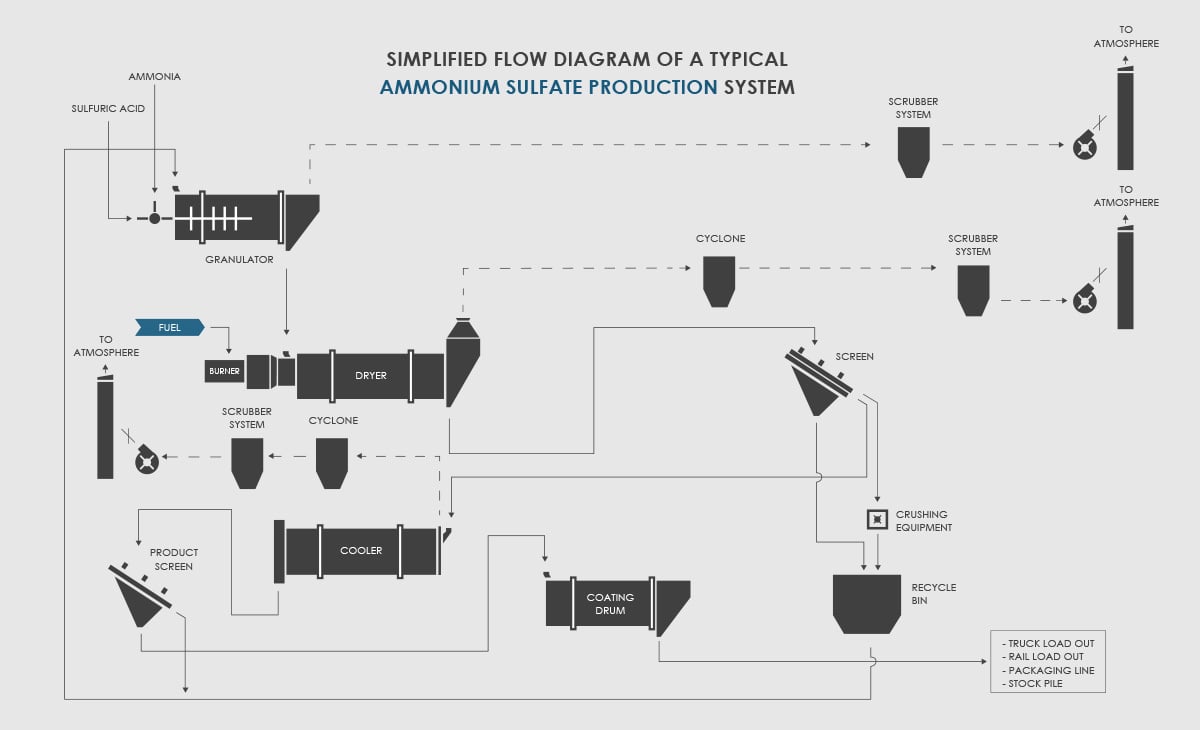
- Ammoniated Phosphates (MAP, DAP)
- Ammonium Sulfate
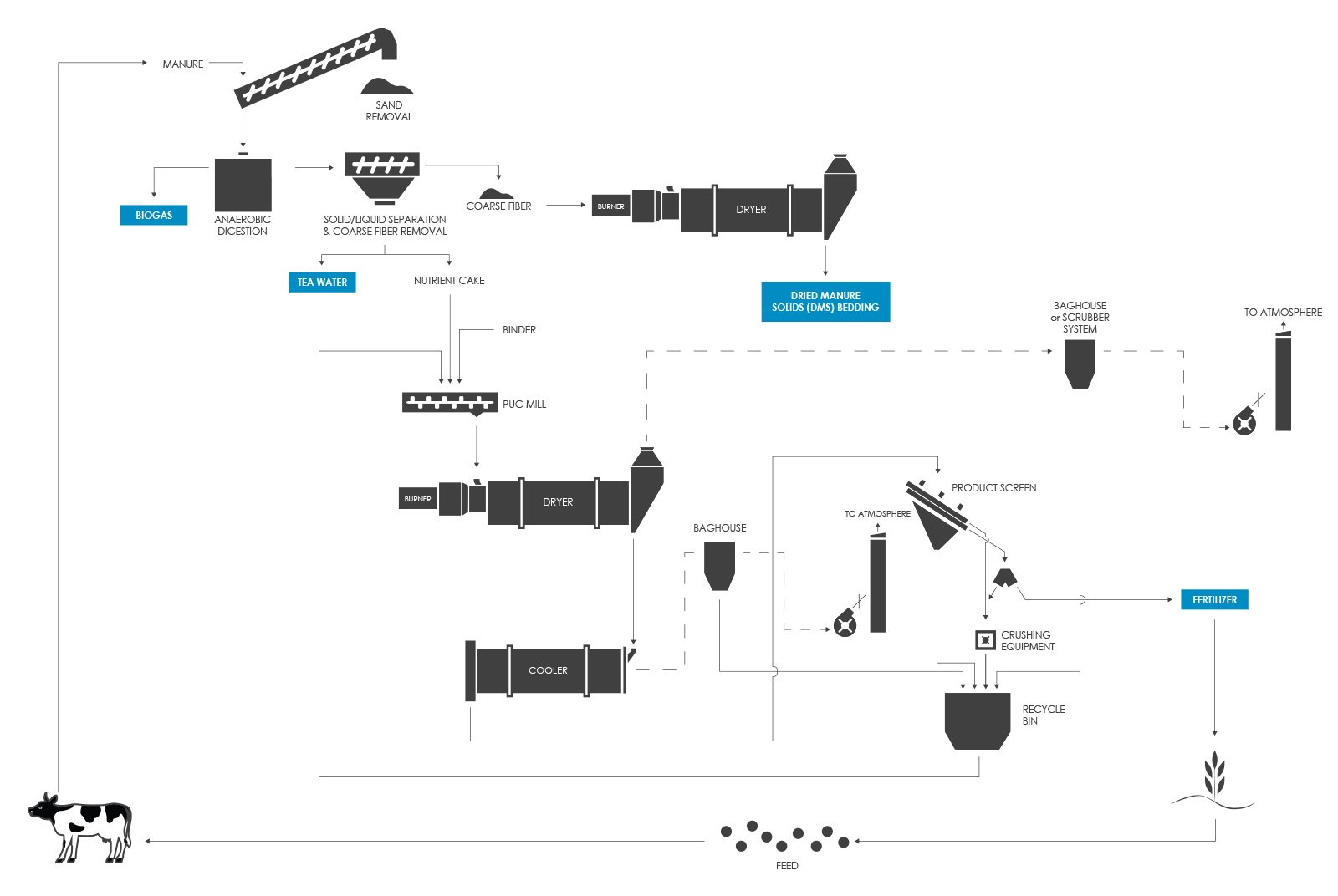
- Biosolids
- Compost & other organic materials
- Manures (cattle, swine, poultry)
- NPK
- Phosphates
- Potash
- Sulfur
- Superphosphates
- Urea
SOIL AMENDMENT PRODUCTION EQUIPMENT & SYSTEMS
Whether producing traditional products such as limestone and gypsum, or more novel products like biochar, we are able to bring the same level of experience to soil amendment producers.
FEECO is capable of meeting the requirements necessary for CE marking equipment.
All FEECO equipment and process systems can be outfitted with the latest in automation controls from Rockwell Automation. The unique combination of proprietary Rockwell Automation controls and software, combined with our extensive experience in process design and enhancements with hundreds of materials provides an unparalleled experience for customers seeking innovative process solutions and equipment. Learn more >>
MATERIAL & PROCESS TESTING
The FEECO Innovation Center is a unique testing facility where we can conduct both batch and pilot-scale testing on hundreds of materials.
FEECO offers a broad range of equipment and systems for agglomeration, granulation, drying, and high-temperature thermal applications. Material can be tested on a single device, or as part of a continuous process loop integrating multiple pieces of equipment.
Process experts can guide you through the testing process to provide the answers you’re looking for. Various material characteristics can be analyzed during the testing process to ensure a material will meet its intended application. In combination with our state-of-the-art PLC/MCC system from Rockwell Automation, testing in the Innovation Center offers unmatched data collection, trending, reporting, and ultimately, process transparency. Process experts used the data gathered during batch and pilot-scale testing to scale up the process to commercial production.
Whether you’re looking to optimize an existing process or product, have an idea for a new product, or would like to adapt a product for a new market, the Innovation Center is well-equipped to suit all of your testing needs. FEECO offers comprehensive testing capabilities in four categories:
Feasibility/Proof of Concept: An initial, non-witnessed batch testing phase in which the possibility of creating a product is explored.
Proof of Product: A more in-depth batch testing phase in which more time is spent determining whether a product can be made to desired specifications.
Proof of Process: A continuous testing phase that aims to establish the equipment setup and parameters required for continuous production of your specific material.
Process/Product Optimization: An in-depth study to optimize your specific material’s characteristics and/or production parameters in an industrial setting.
Learn More about the Innovation Center >>
RESOURCES
FERTILIZER GRANULATION ARTICLES

While fertilizer production is a well-established industry, many questions arise in the design of a fertilizer granulation plant. As new and …

Updates in Mining DOE to Fund Coal Upgrades & New Infrastructure The Trump Administration is looking to revitalize the nation’s coal …
BROCHURES

Granular Fertilizer Systems Brochure

Biosolids Granulation Brochure





















































Granular Fertilizer System Frequently Asked Questions (FAQs)
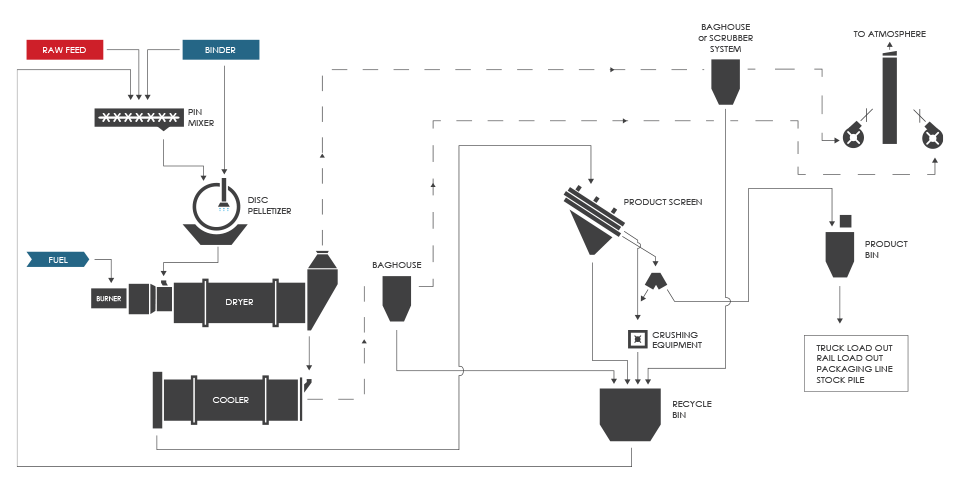
The equipment setup best suited for a given product depends on the material feedstock, process goals, and product quality requirements. Several equipment options are available and can be combined to produce the desired results:
- Granulation Drum
- Disc Pelletizer (also commonly referred to as a pan granulator)
- Pin Mixer
- Pugmill Mixer (also commonly referred to as a paddle mixer or pug mill)
The combination of a pin mixer and disc pelletizer offers tight particle size control and a refined granular product, while a granulation drum yields a less refined granular product but at a higher throughput. A pugmill mixer in isolation provides mixing and rough granulation, while a pin mixer is capable of mixing and producing dense micro pellets. The addition of a coating drum in any of these configurations can be used to apply additional micronutrients, anti-caking agents, or other finishing treatments.
If the most suitable equipment configuration is not readily apparent, the best approach can be determined through batch-scale testing in a facility such as the FEECO Innovation Center. Here, process experts can determine which equipment and configuration will work with the feedstock characteristics to produce the desired product quality.
The need for a binder depends on the type of fertilizer being produced.
Ammoniated phosphates (MAP, DAP) do not require the addition of a binder, because the chemical makeup itself provides a binding effect.
Other types of fertilizers being produced using the wet granulation technique will typically require a binder to facilitate granule formation and growth while also contributing to green (wet pellet) strength and end product crush strength.
Fertilizer producers have a number of binder options at their disposal. Common options include water (for soluble materials), lignosulfonates, starches, bentonite clay, and synthetic polymers, each offering different trade-offs in cost, dosage rate, and green strength.
Producers can test different binder types, as well as binder concentration and delivery methods in the FEECO Innovation Center to establish the most effective approach.
Yes. The requirement of a liquid binder for granule formation necessitates a subsequent drying step to ensure product meets target moisture requirements for handling, storage, and shelf stability. Proper drying lowers shipping costs, helps to prevent product caking and bacterial formation, and maintains product integrity so fertilizer can perform as intended in the field.
Target moisture is typically between 2-3% by weight and can be achieved using either a fluid bed or rotary dryer.
Yes. Achieving 100% on-size product yield in a single pass is not practical at commercial scale, making a recycle stream a necessary part of every granulation circuit.
Strategic design of the recycle loop is a powerful tool in optimizing production efficiency and providing a buffer in times of fluctuation. See How Process Recycle Loops Drive Yield, Stability, and Product Quality >>.
The number of operators depends on the type of equipment in use and the amount of throughput. Most plants utilize one operator and one supervisor. However, because disc pelletizers require more supervision, plants utilizing several discs benefit from having more than one operator.
Labor requirements also depend on material feed and offtake, with non-automated systems (ex., front-end loader feeding) requiring additional labor. Most single-line plants operate with 2–6 total personnel per shift including operator, supervisor, and material handling support.
Required building height depends on several factors, including equipment layout, potential for expansion, and plant capacity. A large-scale production facility with a capacity between 20-50 TPH may require a height anywhere between 100’ – 140’.
Building height is one of the most consequential design parameters of a wet granulation facility, with ramifications on capital cost, operational efficiency, equipment (maintenance) accessibility, and even product quality.
Building height must be carefully considered, as insufficient height can force sub-optimal equipment arrangement, shortening retention time in the dryer or cooler and compromising product moisture and strength.
Plant footprint is the result of several parameters and plays a deciding role in facility cost. Several aspects of plant design play into total footprint, with equipment layout, material flow, and shipping access having significant implications.
For a plant with a capacity of 20-50 TPH, footprint could be anywhere between 20,000 and 50,000 sq. ft. This footprint typically covers the main process building and excludes raw material receiving, bulk storage, and finished product warehousing, which can significantly increase total site area.
Feed materials must be ground to achieve a particle size distribution (PSD) in which all material is below 250 micron, though this target can change depending on the material’s unique characteristics.
Within the defined PSD, FEECO recommends achieving a diverse cross section of particle sizes to encourage stronger granules with fewer void spaces. Over-grinding to a uniform powder must be avoided, as it reduces granulation efficiency.
Grinding is typically carried out in a hammer mill.
De-risking the scale-up process is achieved by conducting thorough process development testing. The FEECO Innovation Center offers fertilizer producers the opportunity to simulate process conditions and test their process configuration on a continuous pilot scale.
In addition to establishing the basic criteria needed for continuous operation on a commercial scale, this type of testing also identifies potential issues prior to scale-up, significantly reducing risk on the path to commercial-scale production. For example, pilot testing can reveal whether a feedstock’s variable moisture content will cause surges in the recycle loop—a problem far less costly to address at pilot scale than after commissioning.
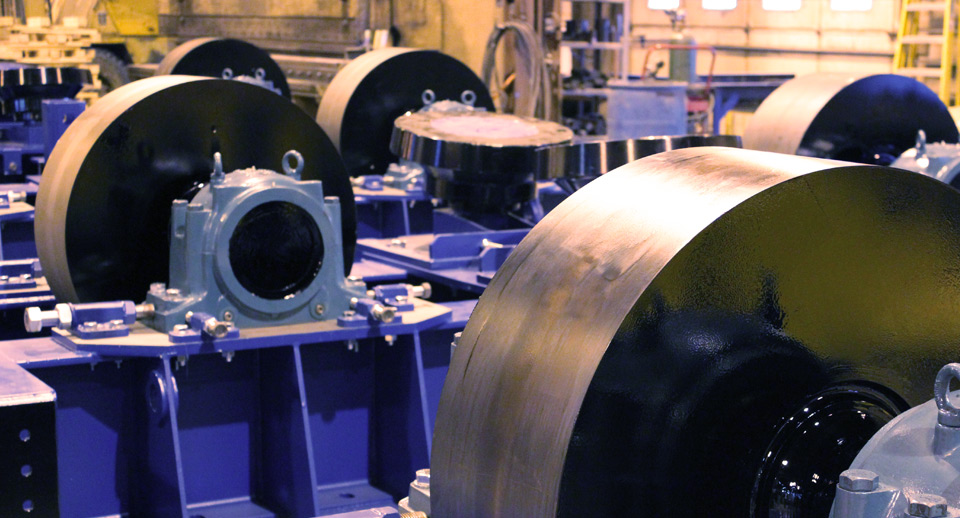
Granulation system maintenance differs depending on the type of materials in use, equipment selection, and operating conditions. High-throughput plants operating around aggressive production schedules are likely to require more frequent maintenance than a specialty fertilizer plant operating on a seasonal basis.
Primary maintenance concerns center around maintaining proper lubrication on all equipment, keeping rotary drums in proper alignment, grinding tires and trunnions as needed, and replacing internal components as needed. Regular inspections by on-site personnel, as well as annual inspections by the OEM, play an outsized role in identifying and preventing issues before they can escalate. Inspection frequency, as well as maintenance requirements, vary based on process conditions.
Particle size distribution (PSD) for the end product varies based on the target market (agronomic demands), blend partners, and chosen equipment.
Many producers choose equipment early and find out later that it dictates PSD yield. When this occurs, producers are limited in their PSD options and must evaluate the most marketable option based on what their equipment setup can produce.
Ideally, particle size distribution should be determined early in the process as part of a market analysis, and the front-end engineering design (FEED) based around this parameter (among others).
Quality control checks for fertilizer products center around a few key granule characteristics, including attrition rate, crush strength, and bulk density, though this may vary based on facility and product goals.
Attrition Rate
By confirming attrition rate, producers can be confident that their product will generate a minimal amount of dust and fines during transport and storage.
An attrition rate as close to zero as possible is ideal, but not always attainable. For some fertilizers, an attrition rate below 10% may be sufficient, while for others 10% might be unacceptable.
Crush Strength
Regularly checking crush strength helps to ensure that product will not break down under loads or through transfer points.
A crush strength of 5 lb. or higher is optimal for meeting these specifications, as well as market requirements. Standards for MAP/DAP may differ.
Bulk Density
Bulk density is an essential metric to confirm granules meet volumetric and shipping requirements, as well as performance expectations.
Target bulk density is highly variable, depending on the facility’s shipping infrastructure and product quality goals, but may range between 45–65 lb/cu. ft. depending on the formulation.
While attrition, crush strength, and bulk density represent the primary quality control points, moisture content and sphericity are also essential parameters to monitor.