

While pelletizing limestone has become common practice for the many advantages it can offer, the process requires careful engineering to ensure a consistently reliable, continuous operation with maximum on-size yield. A number of material characteristics come into play.
The Limestone Pelletizing Process
The most common setup for a limestone pelletizing plant utilizes a pin mixer and disc pelletizer combination, an approach that not only maximizes on-size yield, but also leaves producers with a highly refined product.
This type of setup relies on the principles of wet granulation, or agitation agglomeration, in which a liquid binder is employed, alongside a tumbling motion, to convert powders and fines into spherical granules in an effect similar to rolling a snowball.
Although some producers may utilize a disc pelletizer alone, many have found that the benefits of adding a pin mixer to the process can quickly recover the cost of the investment. A simplified flow diagram illustrating the pin mixer – disc pelletizer setup is shown here.
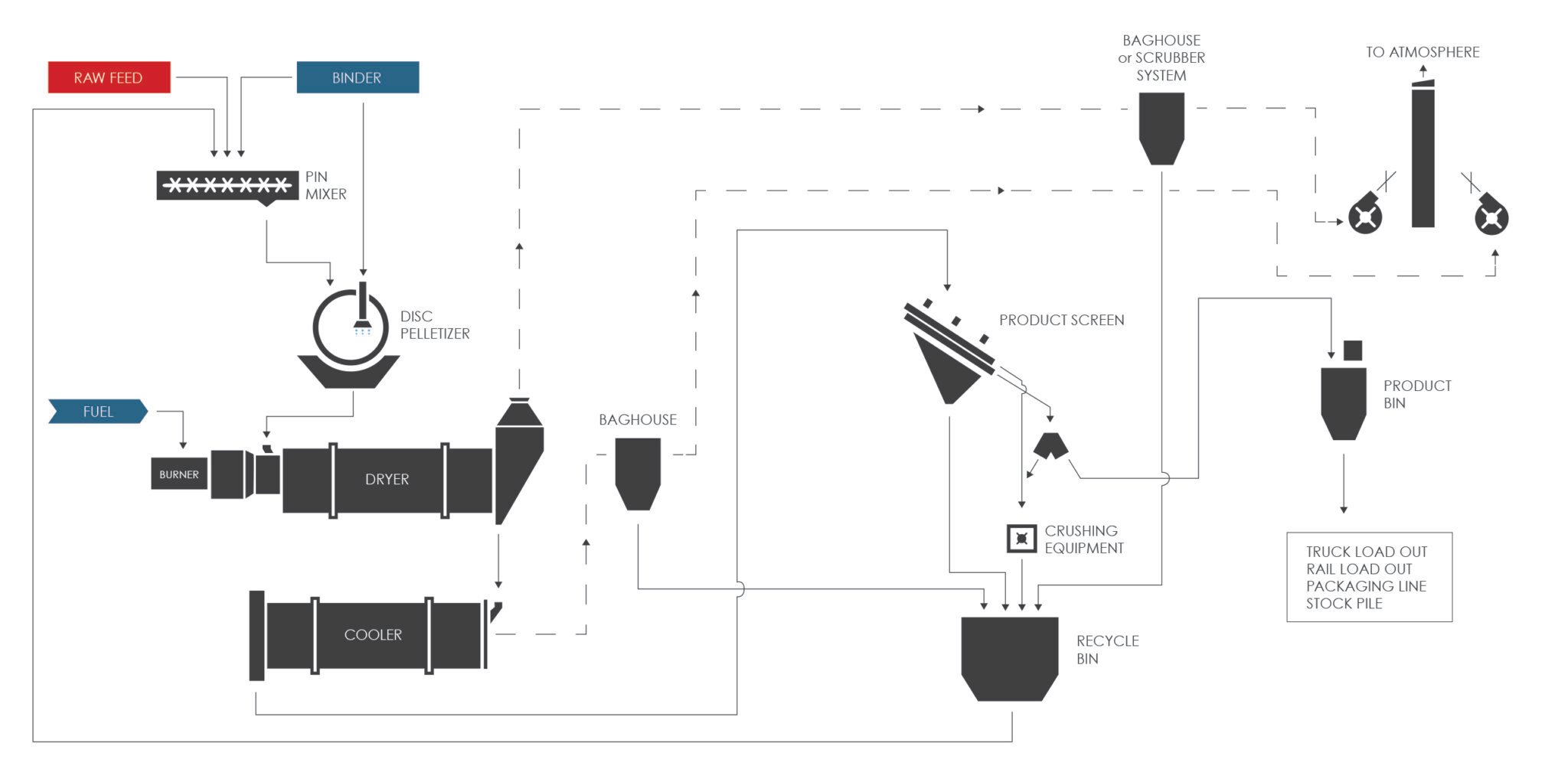
A simplified process flow diagram (PFD) of a typical limestone pelletizing process utilizing a pin mixer-disc pelletizer combination
Material Characteristics that Influence the Limestone Pelletizing Process
Optimal pellet formation and growth depend largely on achieving the right combination of parameters, with each material’s optimal combination varying considerably.
The following characteristics form the basis of any pelletizing operation, regardless of the material.
Particle Size Distribution
Particle size distribution, or PSD, is highly influential in agglomeration. The distribution of particle sizes must be narrow enough to promote a uniform product, while diverse enough to exhibit some range within the allotted window, allowing smaller particles to fill in the spaces between larger ones.
The ideal particle size distribution for a given material to properly agglomerate varies. For limestone optimal PSD tends to fall within minus 250 micron.
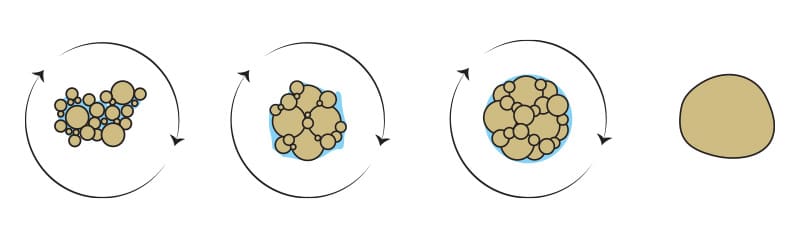
This illustration shows how the right PSD allows smaller particles to fill in the spaces between larger particles during pellet formation
Achieving the right particle size distribution for pellet formation often requires some level of pretreatment in the form of crushing or grinding, particularly when the source is coming directly from a quarry. Pretreatment is often required due to the variation that occurs across sources and even within the same deposit; pretreatment helps to ensure a uniform feedstock for consistent processing and predictable product quality.

Powdered limestone before (left) and after (right) pelletizing in the FEECO Innovation Center
Particle Shape
Similar to particle size distribution, particle shape also has ramifications on the pelletizing process, primarily on how particles fit together on a micro level and more specifically, the strength of the resulting agglomerates.
Granules with a lot of void spaces due to an irregular shape will be weak, while more rounded particles fit together better to promote a stronger agglomerate.
Not surprisingly, particle shape works hand-in-hand with particle size distribution to establish the matrix of how particles fit together.
Limestone particle shape varies depending on a range of factors, including natural formation and pretreatment methods.
Moisture Content
Moisture content is highly influential in the pelletizing process; too little moisture and particles do not have the strength to coalesce, while too much can turn the material into a cake or slurry.
Each and every material has a precise “window” of moisture content, within which it will optimally agglomerate. For limestone, the window for optimal agglomeration tends to fall within 5% to 15%.
As with particle size distribution, the need for a precise moisture content often requires some level of pretreatment. This may be in the form of a pre-drying step, or through backmixing – a technique in which dried material is mixed in (typically using a pugmill mixer) with the raw feedstock to reduce the overall moisture content of the mixture.
Bulk Density
Limestone typically has a bulk density in the range of 60 to 80 PCF, though again, this can vary. Bulk density is important to consider, because in general, the lower the bulk density of the feedstock, the lower the throughput the system will be able to achieve.
This is because most limestone producers are looking to reach a product with a specific bulk density, with a range similar to fertilizer products. The farther away from this target the feedstock falls, the longer it will take to reach that target density.
This is one reason why producers utilizing a disc pelletizer alone choose to incorporate a pin mixer; because the mixer achieves greater density very quickly through motion, production is increased.
Limestone Composition
As we’ve already mentioned, limestone can vary significantly in the physical properties it naturally exhibits. Likewise, limestone’s chemical composition can also vary significantly from one source to the next and even within the same deposit, creating an unending matrix of potential compositions and characteristics.
The different constituents found with limestone and the quantities at which they are present can make the pelletizing process extremely unpredictable. It is for this reason that process development work is still widely carried out when engineering a limestone pelletizing line, despite the technique being so well established in the industry. Two of the most commonly occurring constituents that affect the pelletizing process are clay and silica.
Clay is interesting in that it can actually assist the agglomeration process; as a natural binding agent, clay present in limestone can reduce the requirement for an alternative binder, depending on the type of clay and the quantity at which it is present. If the clay content is too high, however, it can inhibit or even prevent agglomeration, as the material begins to behave like a cake or slurry.
Recycle
Recycle is the amount of over- and under-size product a process yields. While recycle is not a characteristic of limestone, it is impacted by limestone’s characteristics and worth mentioning for that reason.
Some limestone, due to its unique combination of physical and chemical properties, is easily managed during the agglomeration process. In other words, operators are able to easily control pellet formation and growth by systematically adjusting process variables. Because of this, operators are better able to control the on-size yield, equating to less recycle.
In contrast, a limestone that is difficult to manage yields a higher recycle rate. Some amount of recycle is often desirable, as it gives operators a buffer in the event of an upset and also makes startup of the process easier. Too much recycle, however, is inefficient, resulting in a high amount of material reprocessing.
Limestone Challenges
In addition to the standard parameters that influence the pelletizing process, limestone also exhibits a number of material characteristics that can present challenges to those looking to convert their limestone into a granular product. Limestone’s potential for wide variation, its abrasive nature, and a tendency to clump and cause buildup, reinforce the need for early test work.

Limestone’s potential for clumping can make the pelletizing process challenging, with an imbalance causing clumped pellets or “raspberries,” as shown here.
Characteristics of Pelletized Limestone
By managing the aforementioned characteristics, along with production conditions, limestone producers can refine their pelletizing process to yield a product that meets precise specifications. Producers are frequently looking to target some combination of the following, based on handling, performance, and appearance requirements:
- Bulk density (apparent and tapped)
- Surface area to volume
- Compression
- Crush strength
- Flowability
- Green/Wet strength
- Porosity
- Attrition
- Particle size distribution (PSD)
- Moisture content
- Solubility
In fact, it is this particle engineering capability that continues to see pelletized limestone gain increased market share in the soil amendment industry and elsewhere; producers are able to hone in on particle characteristics to ensure their products meet market expectations in the form of:
- Product uniformity
- Minimal dust (attrition)
- Handling and performance characteristics
- Storage potential and shelf life
- Blending abilities
- Appearance

Conclusion
While limestone pelletizing offers numerous advantages, it is a process heavily influenced by material characteristics that must be carefully managed. From particle size distribution and moisture content to bulk density and chemical composition, several factors play a critical role in producing a high-quality, uniform product. By optimizing these variables, producers can achieve a more efficient, reliable operation with maximum on-size yield. For this reason, thorough testing and process development are essential to navigating the complexities of limestone, ensuring a pelletizing process that meets both production and product goals.
FEECO is the leading manufacturer of limestone pelletizing equipment and systems. Our comprehensive testing capabilities, paired with extensive parts and service support, ensures limestone producers have everything they need to be confident about their equipment purchase. For more information on our pelletizing equipment, testing, or parts and service, contact us today!