
Rotary kilns are incredibly diverse in their processing capabilities, a characteristic that has pushed them into a growing number of applications. And while rotary kilns are reliable machines, they can experience issues, especially when not properly designed, monitored, or maintained.
Knowing why such issues occur, as well as how to recognize and resolve them, is critical to maximizing the longevity of a rotary kiln. And although issues are often specific to the unique parameters of the operation at hand, many rotary kiln operators find themselves facing similar challenges. The following covers some of the most common issues, along with their causes, how to spot them, and potential avenues to resolution.
Ring (Slag) Formation in Rotary Kilns
Slag or dam ring formation in a rotary kiln refers to a buildup around the circumference of the kiln’s interior in such a way that material is either prevented from passing through, or is significantly inhibited.
The formation of a material ring in the kiln has several implications, including affecting residence time and causing product quality issues, creating problems with material buildup in the feed-end seal, reducing throughput, and promoting material backup in the kiln. It can also significantly reduce throughput. Further, if the ring (or a portion of the ring) breaks free, it has the potential to completely block the kiln outlet, resulting in more severe problems.
Ring formation often necessitates frequent shutdowns to clear out material, as well as wasted product and a higher need for reprocessing. In short, it reduces overall process efficiency.
What Causes Ring Formation in a Rotary Kiln?
Ring formation is extremely common, occurring in roughly 85% of commercial rotary kilns. It is typically the result of a change in slagging temperature.
The slagging temperature is the point at which the material will fuse together, allowing it to solidify. If a change in feed composition that reduces the slagging temperature is allowed to occur, ring formation will result.
Similarly, if the kiln temperature is not properly measured and controlled, the temperature may be allowed to exceed the point at which slagging will occur, resulting in ring formation.
Signs of Ring Formation
Potential signs that a ring has formed in the kiln include a significant reduction or altogether stoppage of material discharging from the kiln.
How Do You Resolve Ring Formation?
The slag ring can either be manually removed, or dissolved by increasing the operating temperature of the system. If utilizing the temperature adjustment approach, once the ring has been broken down, the temperature can again be lowered to below the point at which slag can form.
To prevent additional slagging in the future, operators should check the combustion chamber thermocouples and monitoring systems to ensure they are functioning properly for adequate temperature monitoring. They should also compare feed material specifications to original process parameters to ensure a change in feedstock is not to blame.
In some cases, operators may be able to prevent slag formation by increasing the kiln’s rotational speed, which moves the material through the kiln more quickly.
Rotary Kiln Sticking
Material sticking in the kiln is another common problem operators face. As with ring formation, sticking material restricts the flow of material through the kiln, ultimately disrupting the loading and throughput capacity. Stuck material also has the potential to break loose and block the kiln discharge, as well as cause damage to the refractory.
Material sticking creates an additional challenge in indirect rotary kilns; when material sticks to the kiln interior, it creates an additional barrier through which heat must pass, further reducing heat transfer efficiency.
What Causes Rotary Kiln Sticking?
Unfortunately, sticking can be caused by almost innumerable issues, making it difficult for operators to pinpoint the source of the problem. In a broad sense, an issue with sticking is typically related to how the material’s unique chemical composition and physical characteristics interact with heat. Material may also become more sticky as it moves through the chemical or physical changes induced by the kiln.
For these reasons, rotary kiln testing is a critical part of process development; testing helps to identify such problems prior to commercial-scale production, allowing the kiln to be engineered to work around the material characteristics.
Signs of Sticking
As with ring formation, a sticking problem is typically indicated by a reduction in material exiting the kiln.
How Do You Resolve Sticking in a Kiln?
While sticking is problematic, there are several ways to resolve it. The most common approaches include:
Increasing Kiln Speed
Depending on the characteristics of the material, increasing kiln speed may give material less opportunity to stick, because it has less contact time with the shell.
Increasing Kiln Temperature
Some materials are likely to stick only between given temperature and moisture ranges. As such, by increasing the kiln temperature, the material may become less sticky, or could be reduced in moisture enough to move out of the range at which it is likely to stick.
Adding External Knockers
Knockers are a device used to “knock” the drum shell’s exterior in order to dislodge any potential buildup. They are available in different designs depending on the needs of the project. A wear plate on the kiln’s exterior provides protection to the shell while still allowing the energy from the knock to dislodge any buildup.
Promoting More Agitation
Sometimes a little extra material agitation is all that’s needed to prevent material from sticking to the kiln’s interior. Agitation can be induced by implementing various internal devices such as chains or bed disturbers.
Test, Test, Test
As mentioned, batch and pilot testing such as that carried out in the FEECO Innovation Center are crucial to developing an efficient and reliable high-temperature thermal process. When working with an existing kiln system, testing can be used to troubleshoot and resolve sticking or other performance inhibitors in the kiln, without affecting the live production environment.
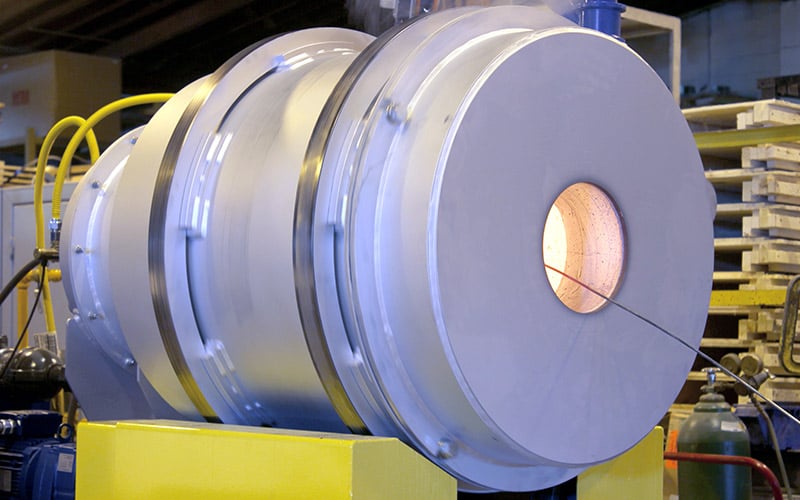
Batch rotary kiln used for testing in the FEECO Innovation Center
Mechanical Wear on Refractory/Short Refractory Life
Rotary kiln refractory is one of the most costly components of the system, so frequent replacement is typically not cost-effective.
Refractory protects the kiln shell from the high temperatures passing through the unit. When refractory is allowed to fail, the kiln shell can become damaged, even requiring total replacement in extreme cases. Further, frequent failures significantly increase downtime, adversely affecting processing capacity; at a minimum, refractory repair takes three-to-five days to correct a minor problem. In most applications, plant managers should plan on replacing up to 5% of the refractory system as a result of normal wear and tear on an annual basis.
While refractory is less commonly employed in indirect kilns (calciners), when it is used in these applications, a failure has the potential to reduce the thickness of the kiln shell, resulting in deflection, ovality, or even cracking.
Another issue presented by refractory wear is product contamination; through degradation, small amounts of refractory may deposit into the product via corrosion or abrasion.
What Causes Rotary Kiln Refractory to Wear?
Refractory life varies depending on the operating conditions and the material being processed. However, there are typically two overarching themes when it comes to refractory failure:
Cycling
The most common cause of refractory wear is the amount of cycling that a kiln undergoes. Cycling is the shutdown and startup of the kiln. This heating up and cooling down puts stress on the refractory, and if carried out frequently, substantially increases wear and decreases the life of the refractory.
Incompatible Material Selection
Not far behind cycling, is improper material selection. The chemical and physical composition of refractory must take into account the material to be processed, as well as the specific operating parameters of the application.
Temperature, retention time, and the potential for corrosion and abrasion paired with high temperatures must be considered.
Signs of Refractory Wear
Several signs may indicate that refractory has become worn. Most noticeable to operators is the presence of refractory in the discharge material, as well as cracks in the kiln shell.
A reduction or stoppage of material exiting the kiln could also indicate a refractory problem, as loose refractory may be plugging up the discharge.
Less noticeable are hot spots on the kiln shell. Operators should routinely measure the drum shell exterior with a temperature gun to check for abnormalities in temperature across the shell.
The rotary kiln’s interior should also be inspected when possible to evaluate refractory health. Spalling or mechanical degradation of the refractory typically indicates an incompatibility of materials.

Worn rotary kiln refractory
How to Resolve Refractory Wear
Unfortunately, there is no simple fix for resolving refractory wear. Refractory can be patched or repaired, but the underlying cause will continue to promote wear. As such, it is essential to ensure chemical and physical compatibility of the material and process parameters with the refractory, while also minimizing cycling as much as possible.
Misalignment
Misalignment is another commonly encountered issue when working with kilns. Proper alignment of the kiln affects every mechanical component of the unit; when a kiln falls out of alignment, it often results in premature wear on tires, trunnions, and thrust rollers, as well as added strain on other mechanical components.
Additionally, misalignment has the potential to impact the effectiveness of the seals. Because rotary kilns are a carefully controlled processing atmosphere, a reduction in seal effectiveness can change process conditions, causing process upset or under-processed material.
What Causes Rotary Kiln Misalignment?
Rotary kilns may gradually become misaligned over time as a result of normal operation, so routine realignment as part of a preventative maintenance program is often a good idea. It’s important to recognize that any significant maintenance or repairs can also affect rotary kiln alignment, so kilns should always be realigned after any major repair work.
Several factors can expedite the path to misalignment. This might include sinking foundations or changes in the structural integrity of the system, fugitive material allowed to build up on components, and even humidity, among other things.
Recognizing/Signs of Misalignment in Rotary Kilns
Misalignment can present itself in a number of different ways, but is a common underlying problem of other issues. Signs of a misaligned kiln often include wear on load-bearing surfaces after resurfacing, audible vibrations or “chattering,” or damage to any of the following: tires/riding rings, thrust rollers, trunnion wheels, pinion/girth gear.
How Can Misalignment be Resolved?
Resolving rotary kiln misalignment is a fairly simple realignment procedure. This may be carried out through manual realignment, or through the use of a laser alignment system.
While misalignment is easily resolved, it’s essential to recognize that if the root cause of misalignment is not addressed, the kiln will immediately begin to fall out of alignment again. A full rotary kiln inspection should be conducted to determine the cause of the issue and assess any resulting damage.
Resolution may involve repairing foundations, skewing or shimming trunnions, or resurfacing (and sometimes replacing) worn tires, trunnions, or thrust rollers.
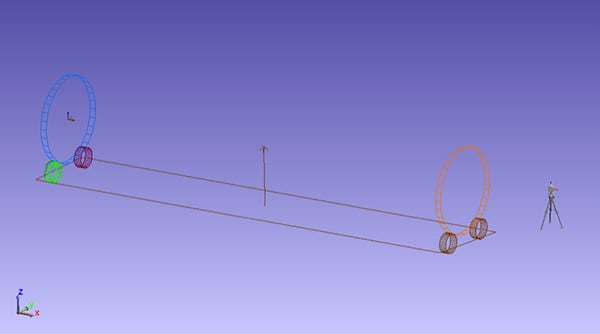
Laser alignment software helps the Customer Service Engineer determine where the rotary kiln needs adjustment during the alignment process
Excessive Carryover in Rotary Kilns
Carryover is the entrainment of material in the exhaust gas system. While most kilns experience some level of carryover, an excessive amount of carryover is highly problematic. Carryover puts added stress on downstream components such as air pollution control equipment, often resulting in a reduction in processing capacity.
In addition to raising the burden on downstream equipment, carryover also increases the amount of product lost as waste, or requiring reprocessing, reducing overall system efficiency.
What Causes Excessive Carryover?
Since carryover is the picking up of material in the exhaust gas stream, the causes of excess carryover are fairly limited. A change in the amount of carryover is typically a result of a change in the bulk density or particle size of the material being processed, allowing it to be more easily picked up in the air flow. Similarly, an increase in the gas velocity could allow the gas to pick up particles that were previously too heavy to pick up.
Signs of Excessive Carryover
Excess carryover can be discovered through a variety of indicators. A lower product output from the kiln could signal that more material is exiting with the exhaust gas. Similarly, an increase in the amount of material in the air pollution control equipment also points to increased entrainment.
A drop in pressure also frequently signals excess carryover; material accumulates in the kiln outlet duct, air pollution control system, and induced draft fan, causing a drop in system pressure.
Other potential indications include a reduction in removal efficiency of the air pollution control equipment and increased emissions from the system’s discharge stack.
How to Resolve Excessive Carryover
Resolving excessive carryover in a kiln most often centers around adjusting either the feed material parameters (bulk density or particle size), or making changes to the gas velocity to prevent entrainment.
Alternatively, the loading capacity of the kiln could also be reduced, but this is typically not ideal as it reduces production capacity.
Annual Inspections & Rotary Kiln Process Audits
The capital expenditure that a rotary kiln represents demands that the investment be protected through proactive maintenance. For this reason, in addition to routine maintenance and walk-throughs, FEECO recommends a minimum of annual inspections be conducted by a qualified service provider.
Depending on the provider, inspections typically evaluate the overall mechanical condition of the unit, identifying components that need attention, as well as providing valuable benchmark data.
Those experiencing process issues or inefficiencies may also benefit from a rotary kiln process audit, which looks at the system as a whole, along with process parameters, to identify any issues or opportunities for improvement.
Conclusion
Rotary kilns provide an efficient and reliable approach to a wide range of thermal processing applications. Recognizing where potential for issues exists, as well as how to identify and correct these issues, is essential to maximizing the life of the unit. Process and equipment audits, along with annual inspections, are powerful tools in a preventative maintenance program and can also help to improve kiln process efficiency.
FEECO Customer Service Engineers are highly skilled in the mechanical and operational aspects of rotary kilns and in addition to identifying issues, can also help to carry out repairs such as realignment, tire and trunnion grinding, retrofitting solutions, and so much more. For more information on our extensive rotary kiln parts and service support, contact us today!