
While countless hours go into developing a process, engineering the right equipment, and selecting the best vendors, one often-overlooked but critical aspect of a successful production line is the recycle loop, particularly when it comes to processing bulk solids.
A bulk solids plant is not a once-through process but rather, a circulating system, and the recycle loop is what manages that circulation. Whether granulating fertilizer, pelletizing catalysts, or drying limestone, the incorporation and design of the recycle loop has significant ramifications on process yield and efficiency. In these systems, the recycle loop is not simply a means of recovering off-spec material—it is the mechanism that makes consistent, high-yield production possible.
What is a recycle loop?
A recycle loop is used in an industrial process setting to divert off-spec material away from on-spec product and resend it through the process again as feed. This allows product that does not meet specification to be reprocessed into on-spec material, maximizing yield.
A range of industrial and chemical process types incorporate a recycle loop, but it is especially relevant when processing bulk solids.
While ideally a process would yield 100% on-spec product in a single pass, in reality, few processes can achieve this. Reaching 100% on-spec yield becomes even less likely when bulk solids are involved, where high yield is mathematically impossible without recycle. In other words, no matter how well a bulk solids process is designed, only a fraction of material will meet specification each time it passes through the system.
This is largely because bulk solids consist of millions of individual particles (whether granule or powder), so not every single particle can be expected to behave exactly the same throughout the production process. Particle collisions, uneven exposure to processing mediums, feeding inconsistencies, and many other factors influence how different particles move through a process and what they experience during that time. This results in the output consisting of a range of quality attributes, with only a fraction of offtake meeting specification in any single pass.
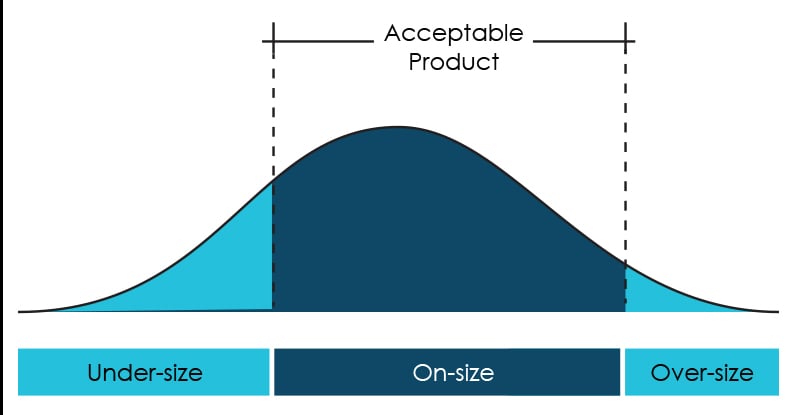
This bell curve illustrates the particle size distribution (PSD) of a typical process output, showing the portion of “overs” and “unders” that would go back into the process as recycle.
In many operations, this “per-pass” on-spec yield may be just 30–70%. Without a recycle loop, the remaining material would be lost as waste. With the incorporation of a recycle loop, however, off-spec particles are given multiple opportunities to be conditioned, dried, or grown to specification, allowing overall plant yield to approach 95–99%.
As a result, the recycle feed represents the majority of the material moving through the plant at any given time. A 50-tph plant, for example, may have 200–400 tph flowing through it. As a result, process equipment is sized not around finished product rate, but around the total circulating mass driven by the recycle loop.
The incorporation of a recycle loop ultimately transforms a statistically variable process into a high-efficiency manufacturing system.
How Does a Recycle Loop Work?
Material is analyzed according to the target quality specification(s), be it temperature, moisture content, particle size, or otherwise. Material that does not meet specification is fed back into the process.
Depending on the type of process, a pretreatment step may be necessary to ensure the material meets ideal feed requirements. For example, where product must meet a certain particle size distribution (PSD), such as in the fertilizer granulation process, the recycle loop frequently incorporates size reduction equipment to break down over-size granules prior to reintroduction.
Under-size product, often along with any fines collected from particulate capture systems, is combined with the crushed over-size and diverted back to the beginning of the process, as shown in the illustration below.
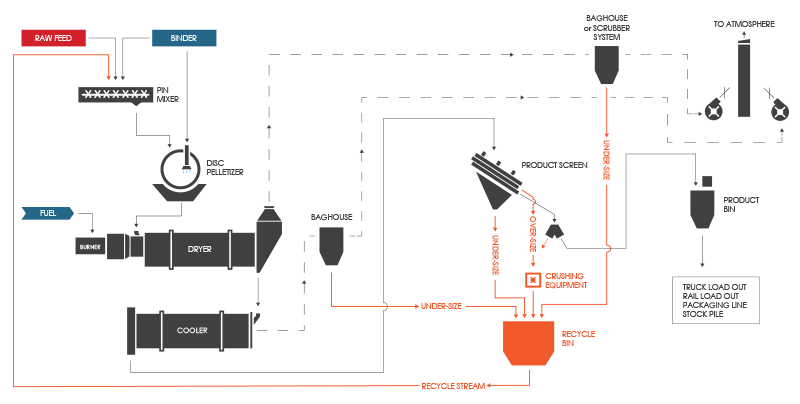
The recycle loop portion of this pelletizing flow diagram is highlighted in orange, showing how under-size and over-size product are diverted back to the start, with over-size first being crushed.
What are the Benefits of a Recycle Loop?
While yield improvement is often the most visible benefit, the true value of a recycle loop becomes apparent in how it stabilizes and enables the process itself. A well-designed recycle loop ensures:
Operational Stability
Beyond improving yield, the recycle loop plays a central role in stabilizing bulk solids operations. Because recycled material typically makes up the majority of the mass flowing through the system, it acts as a thermal, mechanical, and moisture buffer that dampens short-term fluctuations in feed rate, composition, and operating conditions. Warm, partially dried or partially conditioned recycle helps smooth temperature swings, moderates moisture content, and provides a consistent population of particles inside the production equipment. This circulating mass essentially absorbs disturbances that would otherwise propagate through the process, allowing the plant to maintain steady operation even as upstream conditions vary. In this way, the recycle loop functions as one of the most important control elements in the entire flowsheet.
Granulation Viability
In wet granulation (pelletizing) systems where granules are made to size through layering, under-size granules provide an essential feed of “seed pellets,” the ideal starting material core on which to accumulate layers for growth. In granulating a fine powder, a process without a recycle stream would rely solely on the powdered feed, which could result in excessive fines and poor granule growth.
Waste Reduction
The use of a recycle loop not only prevents waste in the form of off-spec product, but it also allows the producer to capture and valorize other sources of waste, most often fines from particulate capture systems.
Oftentimes the dust and fines captured during exhaust gas treatment are unfortunately discarded as waste because there is no readily available outlet for their use.
By resending these captured fines through the process as part of the recycle loop, however, producers are able to realize the value held in this waste. Further, in the case of granulation, this feed in the form of fines provides a valuable source of growth material for pellet layering.
Why is control over the recycle loop important?
One of the most critical aspects of a recycle loop is the ability to properly manage it. As mentioned, recycled particles make up the largest portion of the feed entering the system in many plants, often 70-90% in pelletizing and granulation systems. This means the recycle loop determines overall feed characteristics. Proper control, often managed through the use of a surge hopper and feeder, allows processors to manage the overall distribution of material parameters by controlling how much recycle enters the process.
Without sufficient control, the recycle loop can cause the entire production line to become unstable, resulting in dryer instability, crusher overload, dusting and fines, mud formation, or other production issues.
In many cases, these issues are mistakenly attributed to upstream equipment or operating conditions, when the underlying cause is an imbalanced or poorly controlled recycle loop.
Managing the amount of recycle on hand is also important for other reasons too; if a plant produces too much recycle, storage and handling may become an issue; if the plant produces too little, operators may struggle to bring the line up to steady-state operation and could even experience process upsets.
For these reasons, it’s important for operators to monitor recycle rate, making adjustments to the recycle input as needed. A loss-in-weight feeder is ideal for measuring process recycle, but not always economically practical. Many operators will instead monitor the amps of recycle offtake conveyors and elevators, with a higher or lower amperage indicating more or less recycle present, respectively.
Controlling Recycle Composition
Because the recycle loop is used to stabilize the process and makes up a significant portion of the incoming feed, the composition of the recycle stream is also vital to manage.
If the recycle drifts too far in one direction, the entire process can be set on a runaway course.
Thus, particle size distribution, temperature, moisture content, and other important product quality specifications in the recycle loop must all be measured and tracked over time, with operators making adjustments as needed. A suitable distribution of parameters ensures the feed, and therefore the product, remains consistent.
How is Recycle Rate Calculated?
Unlike feed rate or drum speed, recycle rate is not directly set by operators—it is an outcome or metric indicating how the process performs. A plant’s actual recycle rate may be in constant fluctuation, with operators trying to keep the process running close to or at their known ideal rate.
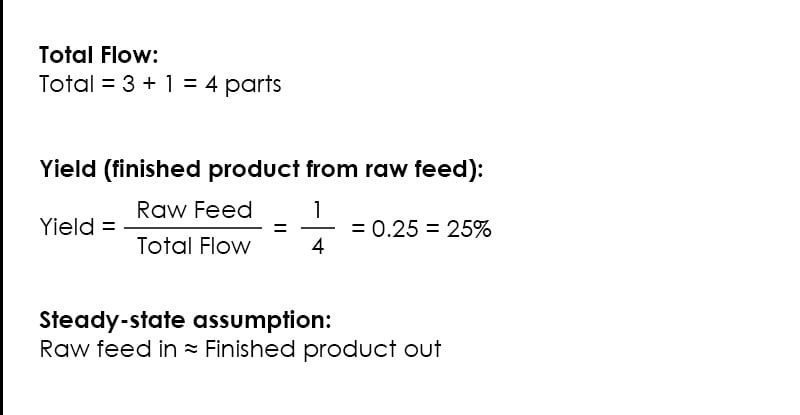
Recycle rate is typically expressed as parts of a whole; for example, three parts of recycle to one part of raw feed represents a four-part total flow. In this example, the process would be expected to produce approximately 25% yield, since in a steady-state process the amount of raw material entering the system is expected to leave the system as finished product.
Ideal recycle rate is highly variable across operations, with a number of process-specific factors having an influence, including how narrow product specifications are, particle behavior, and separation efficiency, among others. Recycle rate can also be considered a reflection of how difficult the process is. Some plants may consider a 5 to 1 recycle rate acceptable, while other plants may be able to achieve a 2 to 1 rate.
Establishing Recycle Rate in Process Design
Ideally, recycle rate should be kept as low as possible, as higher recycle rates require equipment to handle more total material flow, even though the amount of finished product stays the same. For this reason, determining the right recycle rate during process development is critical to ensuring the system and equipment are properly sized and able to operate efficiently without unnecessary bottlenecks.
This makes testing in a process development setting such as the FEECO Innovation Center, critical. Here, continuous testing allows operators to bring the process to optimal production and then measure product and recycle offtake to calculate the rate.
Without this data, equipment is often sized based on assumptions that fail to account for real recycle behavior, leading to chronic bottlenecks, instability, or costly retrofits.

Disc pelletizer testing operation in progress in the FEECO Innovation Center
Managing Recycle in Existing Plants
A lack of understanding around recycle’s role in a process, often paired with insufficient control, leads many operations to struggle with their recycle loops, seeing them as a nuisance instead of the powerful tool that they are.
Additionally, an imbalance in the recycle rate may not always be obvious, resulting in seemingly unexplained process upsets, low on-spec yield, and product quality concerns. In these cases, FEECO recommends the plant undergo a process audit.
Whether or not the recycle loop is to blame, a process audit gets to the bottom of product quality and yield issues, often identifying inefficiencies along the way. This type of in-depth process exploration is pivotal to rebalancing processes and maximizing efficiency and yield when production issues arise.
Process audits can also help to give operators a deeper understanding of their process and how the recycle rate can be used to moderate fluctuations and maintain product quality.
Conclusion
Though often overlooked, the recycle loop is not optional in bulk solids processing—it is essential to maintaining a stable operation and achieving maximum on-spec yield. When properly designed and controlled, the recycle loop becomes the backbone of the entire process, managing granule growth, energy efficiency, product uniformity, and throughput.
Understanding and engineering the recycle loop is essential to building a plant that runs smoothly, hits its production targets, and consistently delivers high-quality product. With over 75 years of experience in designing custom equipment and process systems, FEECO helps producers design, implement, and troubleshoot recycle loops to improve yield, stabilize operation, and ensure equipment is properly sized for real-world conditions. To learn more about our custom equipment and systems, or to schedule a process audit, contact us today!