


In 2015, the global fly ash market was estimated to be valued at 40 billion USD. A recent industry analysis by Research Nester anticipates the market will reach an estimated 70 billion USD by the end of 2023 – a 7.1% CAGR owing to increasing urbanization and a boost in construction projects.
Along with bottom ash (BA) and flue gas desulfurization gypsum (FGD gypsum, or synthetic gypsum), fly ash is a coal combustion residual (CCRs) – a byproduct of coal-generated power and one of the largest streams of industrial waste in the US.
The growing supply of fly ash and the challenges associated with its disposal have long plagued the coal industry. Fortunately, fly ash can be used as a beneficial additive in some applications – particularly in concrete products, where it is used as a lightweight aggregate (LWA).The benefits of using fly ash as a lightweight aggregate in concrete products are so great that the concrete industry has come to rely on this power-generated byproduct. In fact, according to the American Coal Ash Association (ACAA), use of fly ash in concrete in 2015 was up 20% over the previous year.
While many materials can be used as a LWA, the use of fly ash can not only provide the necessary outlet for this mounting waste material, but can also provide a number of other benefits as well.
Benefits of Fly Ash as a Lightweight Aggregate (LWA)
Aggregates are used as a filler material in the production of concrete products such as blocks and panels in order to provide volume and hardness.
In addition to some potential benefits to the concrete itself, the use of fly ash as a lightweight aggregate in place of natural aggregate offers a wealth of benefits both economically and environmentally.
Economic Benefits
The use of fly ash as a lightweight aggregate can offer a wide range of economic advantages; not only is the source of fly ash (power plants) close in proximity to the demand, providing a readily available aggregate source at hand, but it can also be a much-needed economic source in areas where natural aggregates are not widely available.
The most critical advantage to using a lightweight aggregate is the reduced weight it provides, which results in a variety of implications; because concrete made with LWA offers the same strength at a lesser weight, the use of such concrete makes longer and slimmer spans of structural concrete possible. This allows engineers to improve the overall design of the structure and can even yield structures that would otherwise not be possible. Similarly, structures with a lighter footprint can be located on soils that would otherwise not be able to support such a structure.
A number of cost savings are also apparent when working with fly ash LWA:
Lower Shipping & Handling Costs
A lighter weight concrete product can reduce shipping costs because more units can be transported together, decreasing the number of shipments needed. Similarly, handling costs may also be reduced as a result of a lighter weight material.
Reduced Structural Costs
The use of concrete made with LWA also helps to reduce structural costs; lighter-weight structural elements such as beams and footings can be used, cutting down the cost of materials.
Reduced Disposal Costs
The beneficial reuse of fly ash reduces disposal costs for producers and can even create an additional source of revenue.
Environmental Benefits
The beneficial reuse of fly ash offers a number of environmental benefits as well:
Reduced Use of Virgin/Mined Resources
The use of fly ash as a lightweight aggregate reduces the need for companies to mine virgin aggregate materials for use in concrete production.
Reduced Pressure on Landfills
Landfilling has long been used as a primary approach to the disposal of fly ash. But as landfills become increasingly unsustainable, the ability to divert materials from landfill offers significant value.
Reduced Need for Coal Ash Ponds
Reuse reduces the need for containment ponds, which have come under scrutiny in recent years after spills such as the one in 2008 at TVA’s Kingston Fossil Plant, where wet fly ash was released all over the surrounding area with devastating consequences.
Processing Fly Ash for Use as a Lightweight Aggregate
Fly ash collected at coal-burning facilities must go through a series of steps before it is ready to be included in the concrete production process as a lightweight aggregate. The primary approach to this process is outlined and illustrated below. It is important to note that it is often necessary to conduct test work when creating a lightweight aggregate utilizing fly ash, as sources can differ in their characteristics.
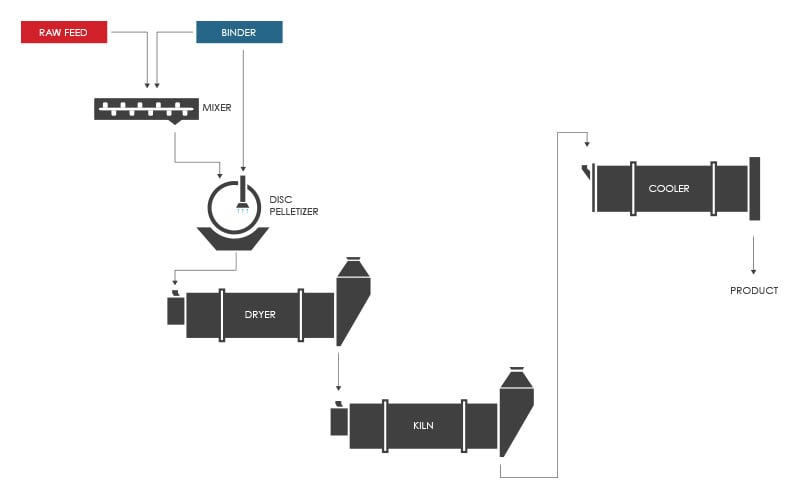
Step 1: Mixing & Pelletizing
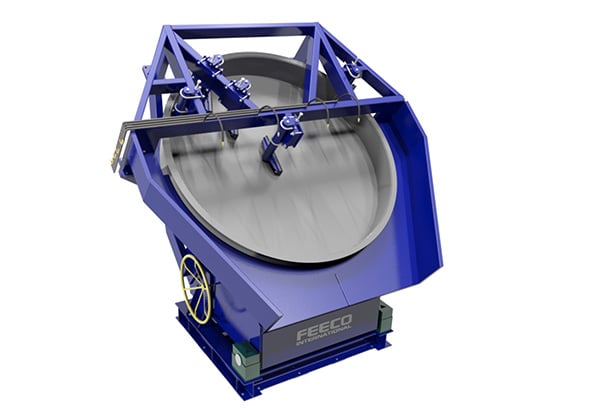
Unlike most industrial processes, because fly ash is already in the form of a fine powder, it does not require a particle size reduction step such as grinding at the onset of processing. Instead, it can be immediately pelletized. This is typically carried out using a pin mixer or pugmill mixer and disc pelletizer (pan granulator) combination.
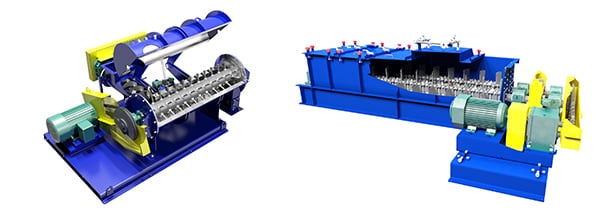
Image: Industrial mixers for use in the production of fly ash LWA. At left: A FEECO Pin Mixer. At right: A FEECO Pug Mill (Paddle Mixer).
Binder and fly ash are mixed in the mixer to create a homogenous mixture and begin forming seed pellets. The seed pellets are continuously fed onto a disc pelletizer, along with more binder, where, through coalescence, the seed pellets pick up more fines, growing into larger particles.
Step 2: Drying
Once pellets have reached the desired size, they are discharged from the pelletizer and carried via conveyor to a dryer. Various dryer types, including rotary dryers, may be used.

The drying step serves two purposes:
- It removes the moisture content from the pellets that was added during the pelletizing stage as binder.
- It reduces the load on the rotary kiln, thereby increasing production; if the rotary kiln were to be used to remove moisture from the pellets, the process would be much less efficient from a heat transfer standpoint, and would subsequently create a process bottleneck at the kiln.
Step 3: Sintering
Sintering is a thermal process in which a material is heated to just before its melting point (usually around 2000 – 2500º F in the case of fly ash), in order to increase the strength of the end product. Sintering can be carried out in a grate kiln or rotary kiln, with the latter being the most common choice.
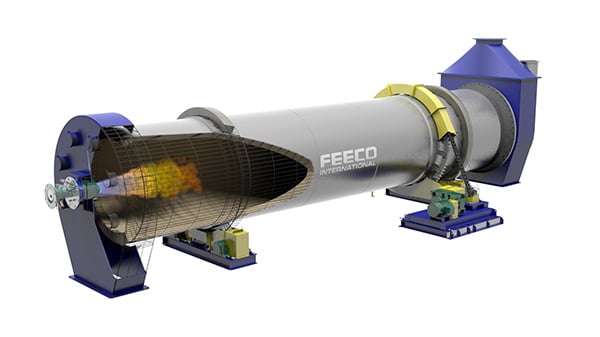
Step 4: Cooling
Product exiting the rotary kiln must be cooled before it moves on to shipping or storage. This can be carried out using a rotary cooler.
Once fly ash has been processed, it is ready to move on to be used in the production of various concrete products.
Conclusion
The use of fly ash as a lightweight aggregate (LWA) offers a valuable opportunity to recycle one of the largest waste streams in the US. In addition, fly ash can offer many benefits, both economically and environmentally when utilized as a LWA.
FEECO has been the premier name in transforming waste materials and process byproducts into value-added, marketable products since 1951, with extensive experience in processing fly ash for beneficial reuse applications; not only can we aid in feasibility testing and process and product development, but we can scale up the process and manufacture the equipment required for a full-scale production facility, including the pugmill mixer and disc pelletizer, rotary dryer, rotary kiln, and cooler. For more information, contact us today!