
Coal, coke, and pet coke materials are subject to handling in numerous settings, from mine sites to power generation facilities, paper mills, oil refineries, steel and aluminum producing facilities, and more.
Combined with the many types, forms, and sizes that these materials can come in, a matrix of materials and subsequent handling needs are possible. As such, despite a well-established industry, the handling of coal and coke products requires expertise in order to reach the most efficient bulk handling system.
Materials Handled
Coal, coke, and pet coke are all materials that can serve as a fuel source, though each has different origins; coke is most commonly created from bituminous coal, while pet coke (short for petroleum coke) is created as a by-product of the oil refinery “cracking” process.
As mentioned, these materials, along with coal, come in many forms throughout their lifecycle. The most commonly handled materials within this sector include:
- Raw coal (bituminous, anthracite, lignite, etc.)
- Coal fines
- Coal ash
- Coal briquettes, granules, or pellets
- Coke in a range of particle sizes
- Calcined coke and pet coke
- Coke breeze
- Clinker
These materials can range in size and characteristics from wet, heavy and abrasive “rocks,” to light, dry, and powdered, and of course, everything in between.
This results in the need for a range of different bulk material handling equipment, each tailored with various customizations to suit the job at hand.

Raw and pelletized coal
Common Coal and Coke Handling Equipment
Throughout their useful life, coal and coke products are handled many times; material is frequently loaded and unloaded, stockpiled, stored, and more. This requires a range of different bulk handling solutions to meet the varied needs of the products in each setting. The most commonly employed pieces of bulk handling equipment for coal, coke, and pet coke are listed below.
Bucket Elevators
The versatility of a bucket elevator allows it to handle all sorts of materials, from light and fragile to heavy and abrasive. This makes bucket elevators an ideal fit for the vertical transportation of materials in most settings, no matter what form the material is in (though bucket elevators are not recommended for handling wet or sticky materials).
While bucket elevators are available in various configurations (centrifugal or continuous, belt or chain), the centrifugal belt configuration is the most common in coal and coke handling operations, due to its ability to move large quantities of material quickly. This style of elevator is best in situations where fragility of material is not a concern, which is most often the case with coal and coke products.
A bucket style designed for durability is needed when using a centrifugal style elevator, as the buckets themselves serve as the loading apparatus, scooping material from the boot/inlet section. At the head section, buckets discharge material via a throwing action, courtesy of the centrifugal force generated by the speed of the buckets moving over the head pulley section.
It is important to note that while the centrifugal belt style elevator is the most common choice in this industry, in some settings, a different configuration may be more appropriate, with material degradation/fragility, particle size, moisture content, and potential for material aeration being important factors to consider.
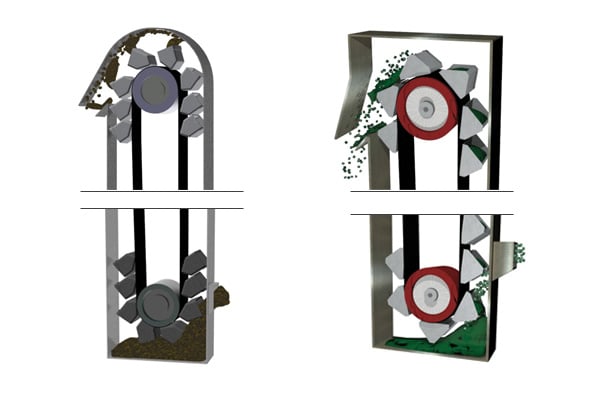
Centrifugal (left) and continuous (right) bucket elevator feeding and discharge styles
Troughed Belt Conveyors
The troughed belt conveyor is the most commonly employed piece of bulk handling equipment for coal, coke, and pet coke. Belt conveyors transport material horizontally, as well as at angles up to 20º, or 30º if a cleated/chevron belting is used.
The use of troughed belt conveyors over flat belt conveyors is a common choice, as the design of a troughed belt conveyor allows for increased capacity and also helps to contain the material and eliminate spillage.
Troughed belt conveyors are highly customizable. They may utilize a truss or channel frame support system and can be equipped with a number of integrations to increase efficiency and flexibility.

3D Rendering of a coke belt conveyor
Belt Trippers & Plows
Belt trippers and plows are also frequently used in the handling of coal and coke products, particularly in relation to storage applications. Both types of equipment serve as add-ons to belt conveyors to increase the flexibility of discharge, allowing for fixed and movable locations on either side of the conveyor along the length of the conveyor. These systems can be used to significantly improve the versatility of a handling system.
Trippers can be customized to increase efficiency as well; one, two, and three-way discharge chutes with diverter are available, as are auxiliary feeders. A separate motor and drive system allows the tripper to be controlled separately from the conveyor, either locally or remotely. The tripper can also be configured to accommodate layered stacking in a storage facility.

3D Rendering of a FEECO pet coke tripper
Coal and Coke Handling Systems: Primary Considerations
As with any industry, the handling of coal and coke products does require some specific considerations. While not an exhaustive list, some of the most important considerations are explained here.
Dust
Dust is a frequent challenge with coal and coke products, with some forms being more prone to dust issues than others.
In addition to being a nuisance and resulting in product loss, dust can be a hazard in the work environment, and also poses air pollution and safety liabilities. For this reason, ensuring proper dust control is a major objective when working with coal and coke products. The bulk handling systems used in these settings are no exception; bulk handling equipment must be designed with the goal of minimizing dust in mind.
There are many ways to design a coal or coke handling system in order to minimize dust. Additional customizations to belt conveyors such as integrated skirtboards and exhaust ports on the loading end of the conveyor (as seen in the belt conveyor image above) are often necessary. A dust pick off point may also be located at the top of the discharge hood to trap fugitive dust in the baghouse.
Conveyor covers or gallery enclosures may be desirable to reduce or eliminate dust depending on the form of material being handled, and the setting in which it is handled.
While bucket elevators are already an enclosed handling system, selecting the appropriate elevator configuration can help to reduce dust. Dust pick offs and collectors can be used to minimize dust issues here as well.
Minimizing transfer points and drop distances in the bulk handling system can also help to reduce dust.
Fragility vs. Heavy-Duty Equipment
The state of the material should be considered in selecting a bulk handling system as well. In settings where fines are being conveyed, such as with coal fines or coke breeze, the handling system may not require as robust a system, but rather, a more gentle handling solution.
This is often seen with bucket elevators; a continuous belt elevator may be a more appropriate choice over the centrifugal belt style, as the continuous style avoids the throwing action on discharge and will minimize material aeration.
Moisture Content
As with any handling system, the moisture content of the material, be it coke, coal, or pet coke, is a key consideration in the design and selection of the most appropriate bulk handling system. The moisture content of the material will contribute to the amount of load the equipment must withstand. This will influence the mechanical components chosen for the system, such as the drive, bearings, and more.
Moisture is also a concern because it affects flowability and can cause sticking in chutes or on the belt.
Conveyor Belt Selection
Selecting the appropriate conveyor belt for a specific application is also important in coal and coke handling systems.
In handling coke and pet coke, belt conveyors are often employed after a rotary dryer or kiln. In this setting, it is important to select a heat-resistant belt that will not degrade as a result of constant exposure to high temperature materials exiting the dryer or kiln.
Similarly, conveyors employed for pet coke handling often benefit from selecting an oil-resistant belt. A byproduct of oil refineries, pet coke can be oily, which can cause swelling or ply separation in some conveyor belts.
Maintenance and Cleaning
Safety & Ease of Access
Safety and ease of maintenance are critical factors in any bulk handling system. Service platforms and access ladders need to be integrated in a way that maximizes safety and ease of accessibility to equipment.
A belt cleaner/scraper will always be used, with most applications requiring dual cleaners at the discharge end. Selecting the proper belt cleaner is also important in handling coal, coke, and pet coke products, especially when handling wet and/or sticky material.
Inspection doors on bucket elevators also need to allow for easy access and maintenance/cleaning.
Extending Bulk Handling Equipment Life through Routine Maintenance
Routine cleaning and maintenance per the original equipment manufacturer’s recommendations should be conducted in order to maximize the life of the equipment and avoid unnecessary downtime.
Cleaning to reduce buildup should be done at regular intervals, especially when the material is sticky. This will help to minimize wear on all components.
Routine maintenance on a handling system is likely to include pulley and frame alignments, and lubrication of bearings, idlers, motor, speed reducer, and drive chain.
It is generally considered best practice to regularly inspect any type of equipment to catch the onset of potential problems before they have a chance to turn serious, and bulk material handling equipment is no exception. Scraper mechanisms, belt tracking, idlers, drive sprocket and chain, and more, should all be routinely examined following all safety and operational recommendations of the manufacturer.
Conclusion
Despite being a well-developed industry, the handling of coal and coke products requires expertise in order to ensure the most efficient handling system is selected.
FEECO has been providing custom bulk handling systems and equipment for the handling of coal, coke, pet coke, and related products since 1951. We have developed a reputation for high performance handling solutions that are built to last. We can also inspect and service your handling system to troubleshoot issues you may be experiencing and keep it running reliably for years to come. For more information, contact us today.