
AGGLOMERATION
Agglomeration, or particle size enlargement, is widely used throughout industries working with bulk solids to convert powders and dusts into more easily managed granules, as well as to control particle characteristics for transportation, handling, or performance.
Agglomeration is used to accomplish a number of different goals and encompasses many different techniques. As such, depending on the industry and the specific process employed, it may be referred to as any one of the following:
- Pelletizing
- Micro Pelletizing
- Conditioning
- De-dusting
- Mixing
- Granulation
- Balling (iron ore pelletizing)
FEECO can provide a family of solutions to meet your agglomeration needs. Whether you are looking to eliminate dust, convert a waste to a marketable product, or improve product characteristics, we can design and manufacture agglomeration equipment to create a highly efficient process that produces the product you’re looking for.
WHAT CAN AGGLOMERATION DO FOR YOUR MATERIAL?
Agglomeration offers a variety of benefits. Agglomeration can:
- Reduce Volume
- Stabilize Mixtures During Handling
- Eliminate/Reduce Dust Problems
- Control Hardness
- Reduce Packing, Storage and Transport Costs
- Improve Product Performance
- Improve Handling
To learn more about how agglomeration can benefit your material, see Why Agglomerate Your Material.
FEECO is capable of meeting the requirements necessary for CE marking equipment.
All FEECO equipment and process systems can be outfitted with the latest in automation controls from Rockwell Automation. The unique combination of proprietary Rockwell Automation controls and software, combined with our extensive experience in process design and enhancements with hundreds of materials provides an unparalleled experience for customers seeking innovative process solutions and equipment. Learn more >>
NON-PRESSURE AGGLOMERATION (WET GRANULATION) EQUIPMENT
We offer a variety of agglomeration equipment depending on your specific process and product goals:


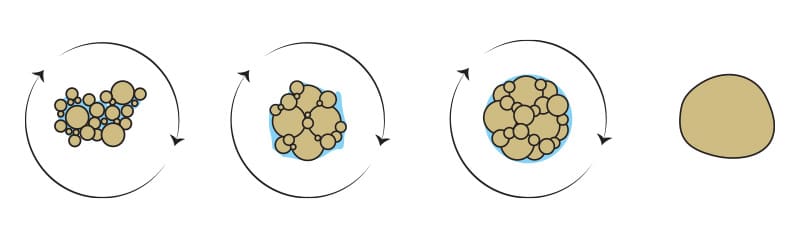
Since moisture has to be present in the feed material and/or added during the agglomeration process, the resulting agglomerate is relatively soft (green, uncured) and usually requires a secondary process step to dry, cure, or fire the agglomerate and provide finished product strength. The product of non-pressure agglomeration is spherical or spheroidal pellets, depending upon the equipment used.
WHAT AGGLOMERATION EQUIPMENT IS RIGHT FOR YOU?
Explore agglomeration equipment and process configurations in our material testing facility, where we can determine the feasibility of agglomerating of your material, as well as which approach or equipment configuration will best suit the material, and what process parameters are necessary to achieve the desired end product characteristics.
SIZE REDUCTION EQUIPMENT
We also offer a line of size reduction equipment for breaking up oversize pellets for reintegration of the material into the process via a recycle circuit in continuous agglomeration processes. FEECO size reduction equipment includes:
- Hammer Mills (chain mills)
- Cage Mills
- Clod Breakers
RESOURCES
AGGLOMERATION ARTICLES

Acid Mixing in Lithium Conversion: How Pugmill Mixers Optimize Spodumene Concentrate Processing
Pugmill mixers are widely used in the sulfuric acid (sulfation) process that extracts lithium from spodumene ore. As demand for lithium …

De-Risking Graphite Production Through Testing
Graphite has rapidly emerged as one of the most essential materials in modern industry, largely due to its role in lithium-ion …
BROCHURES
Agglomeration Brochure
Innovation Center Brochure

























































Agglomeration Frequently Asked Questions (FAQs)
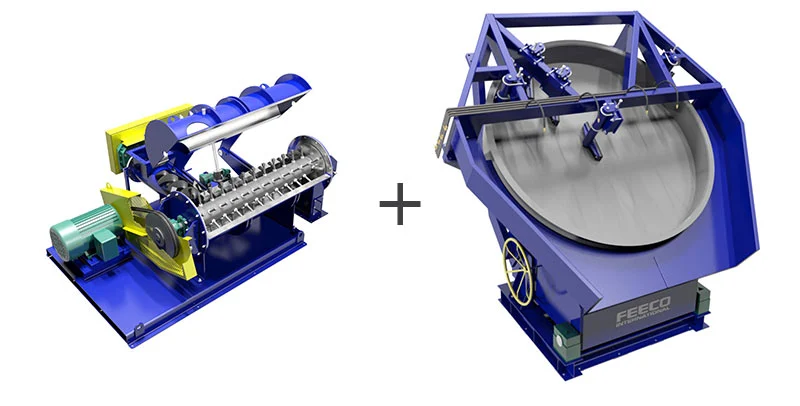
Within the category of pelletizing, a few different types of equipment exist. This equipment may be employed on a stand-alone basis, or combined to reach the desired end product characteristics. Equipment most commonly used for pelletizing includes:
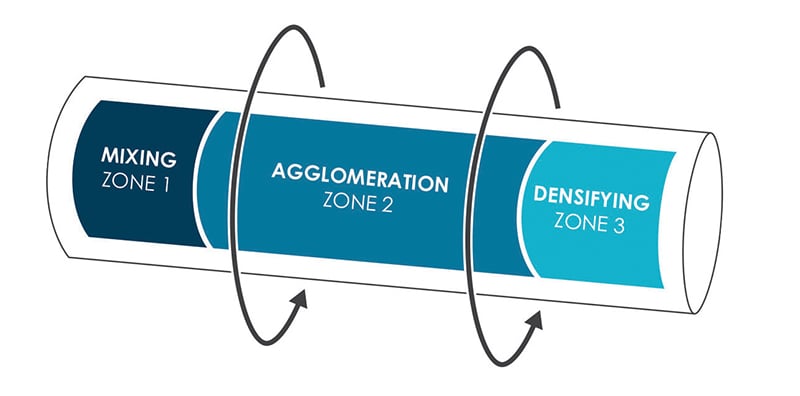
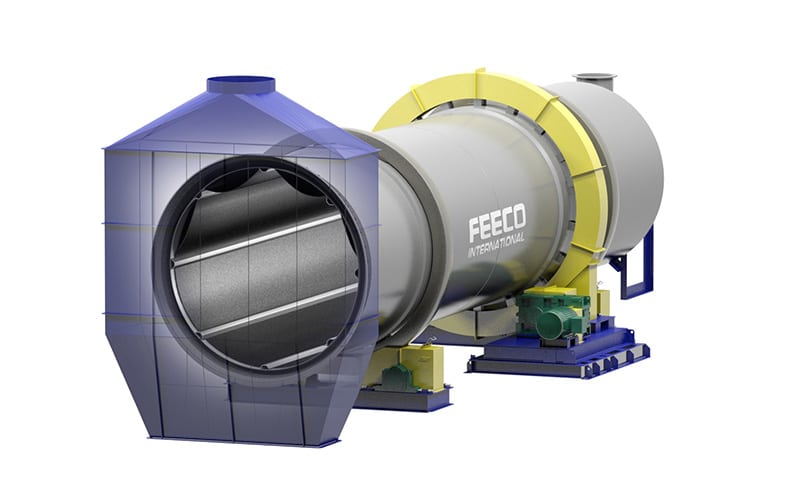
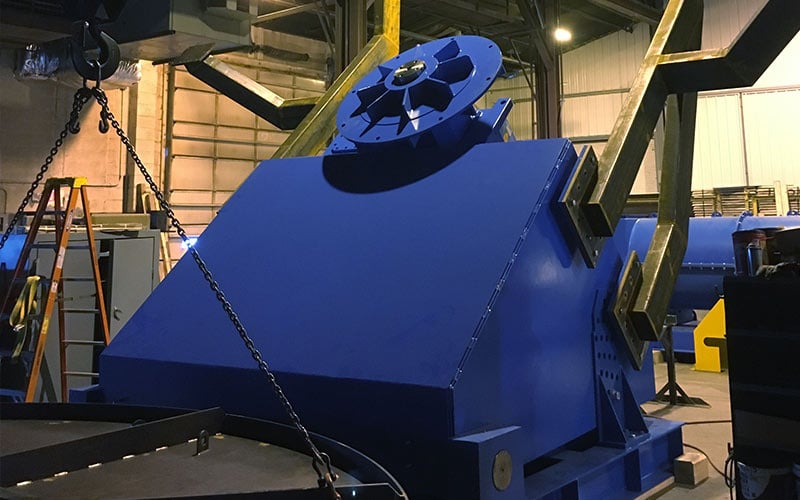
- Rotary Drum Agglomerators (aka granulation drums)
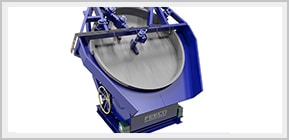
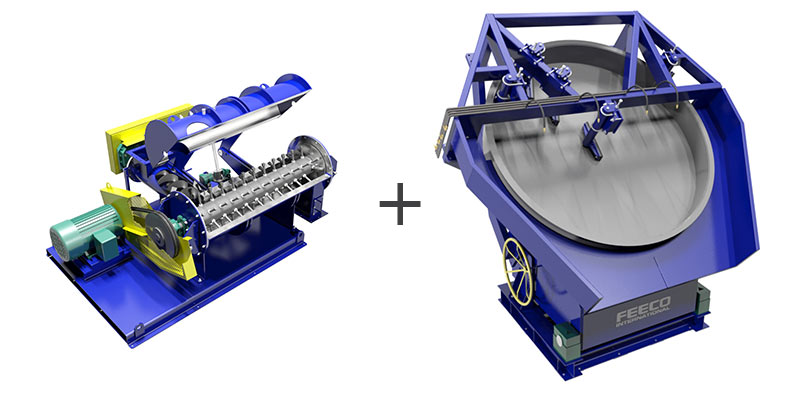
- Disc Pelletizers (aka pan granulators)
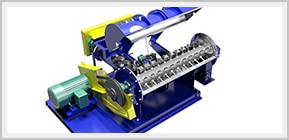
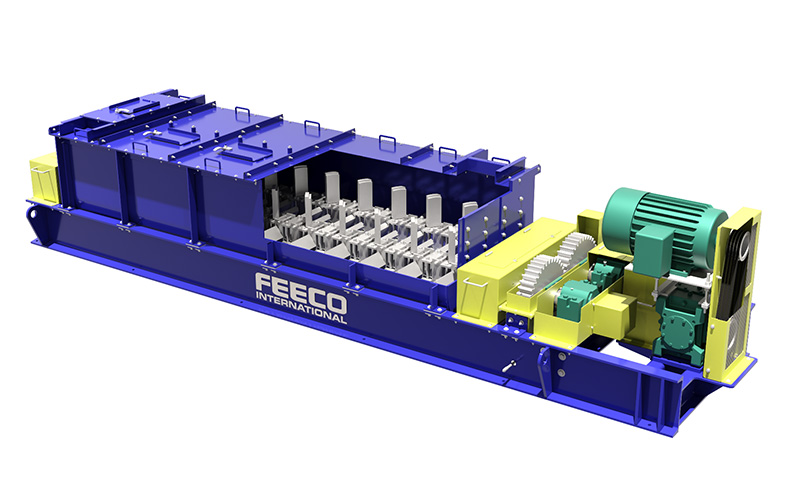
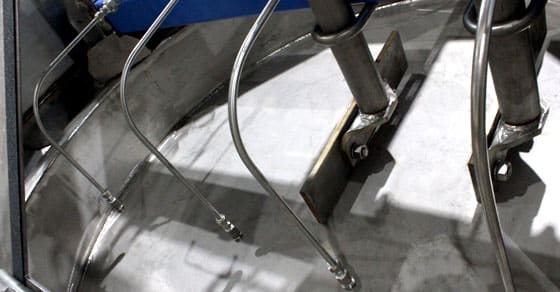
- Pugmill Mixers (aka pug mills or paddle mixers)
- Pin mixers
- Coating Drums (for post-agglomeration treatment)
Many factors influence the equipment decision, with cost, processing environment, capacity, and other variables coming into play. In the case of many pelletizing plants, the intended process is best evaluated through feasibility testing, followed by continuous pilot-scale trials to assess how the material will respond to pelletizing, as well as what equipment will be most suitable for the specific process objectives.
Testing in a facility like the FEECO Innovation Center yields a range of information that helps to guide the equipment configuration and process parameters.
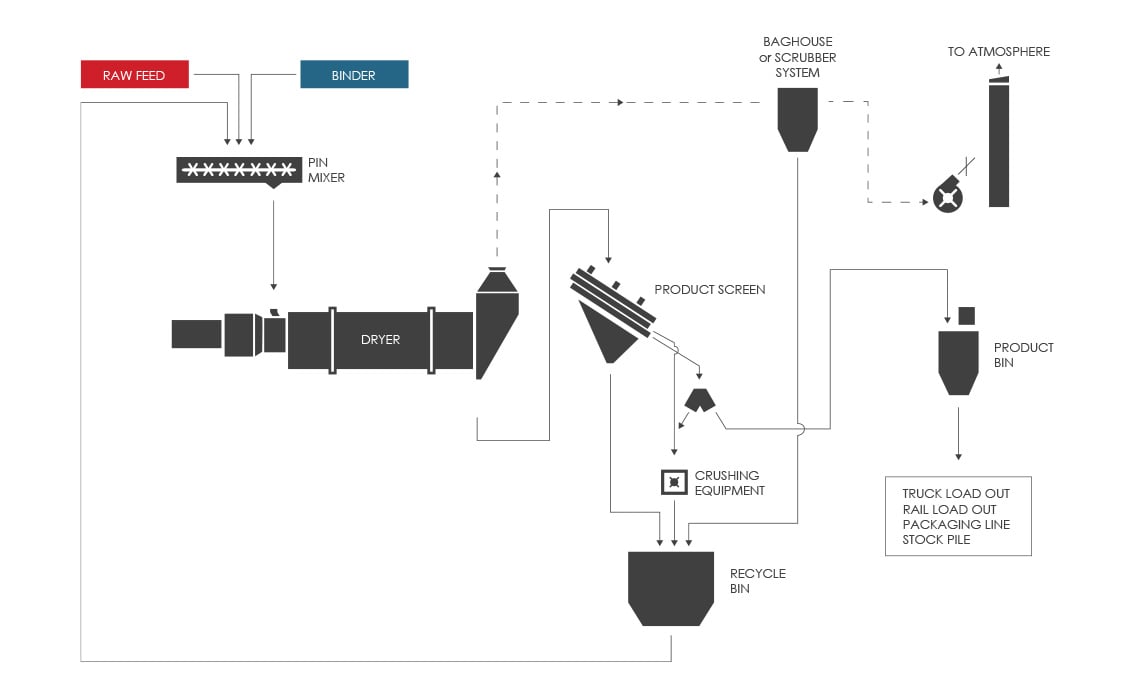
All pelletizing operations require some form of binding agent to cause particles to gather and adhere together. This is often supplied in the form of a liquid binder, or if agreeable to the material, water.
In some less common cases, the chemical composition of the material may be such that a constituent can serve as the binding agent, negating the need for an additional binder.
As well as facilitating pellet formation, the liquid binder ensures adequate green strength (so pellets don’t break apart during subsequent processing) and helps to reach the desired end product crush strength. As such, binder selection is an important aspect of pelletizing process development.
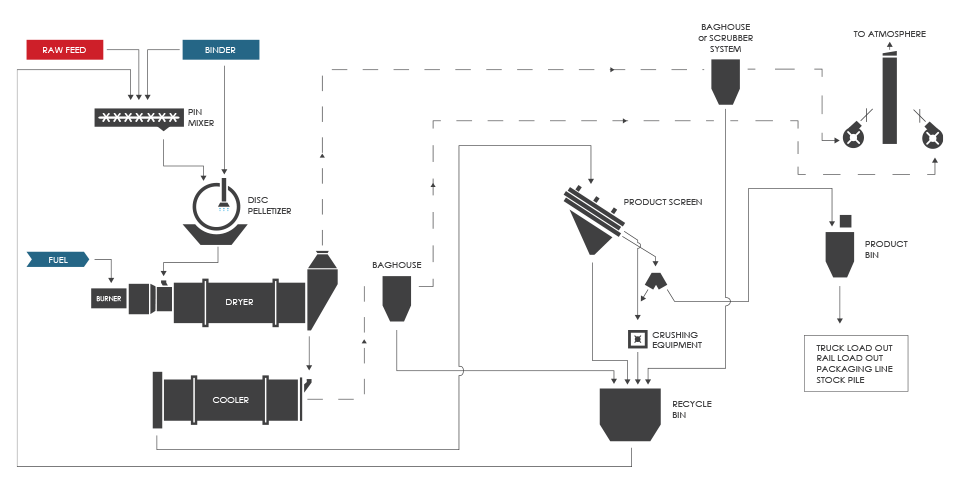
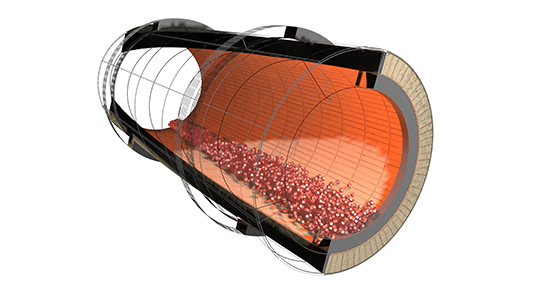
In almost all cases, the pellets will require drying. This is typically carried out in a rotary dryer, which offers the added benefit of further rounding and polishing pellets as a result of the tumbling action that occurs in the dryer.
Drying serves several objectives, essentially curing the pellet into its final hardened form. Without drying, pellets would be malleable and unable to hold up to storage and transportation. They would also be much more susceptible to caking.
Drying also helps to prevent mold and bacterial growth in pellets after processing. Further, it reduces the cost of transportation, by reducing the amount of water being carried.
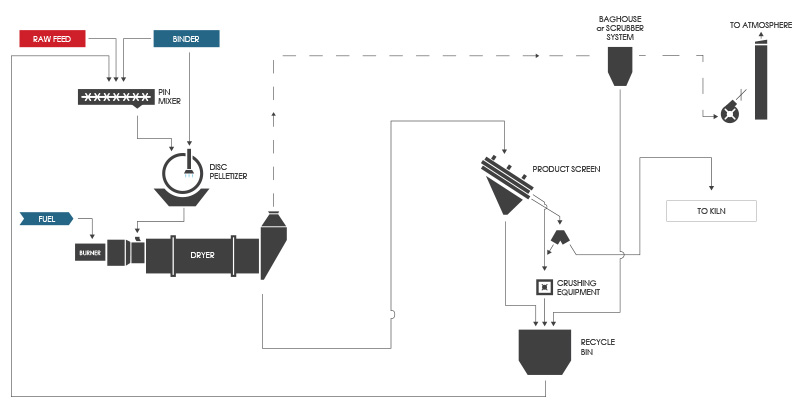
Pellets that will be immediately fed to a rotary kiln also still typically require a drying step.
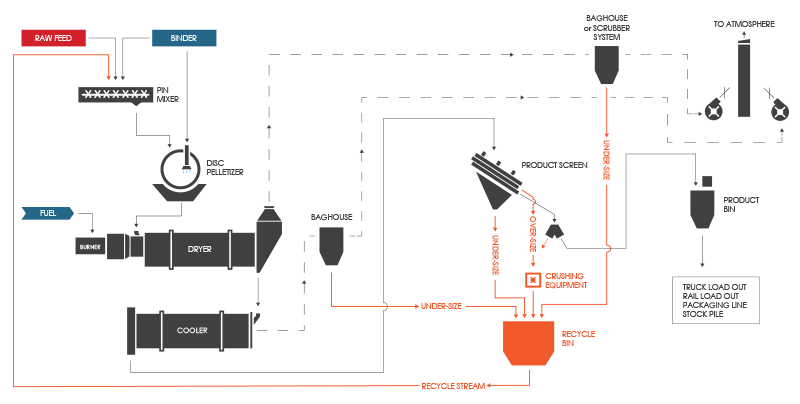
Yes. All pelletizing/wet granulation processes yield some level of recycle. The amount of recycle produced depends on the chosen equipment configuration, with disc pelletizers producing less recycle than rotary drum agglomerators.
A common misconception when it comes to pelletizing plant configuration is that any amount of recycle is bad. While recycle does reduce process efficiency, it is also an important part of the production process; recycle can serve as a back-mixing feed to reduce the moisture content of the feedstock. Further, it provides a buffer to the process, so that if an upset were to occur, the recycle on-hand could be used to even things out and prevent the product from being immediately affected.
As a general rule, a pelletizing plant requires one operator and one supervisor. This may differ depending on the equipment setup; while one operator can supervise several drum agglomerators, a single operator should only supervise a few disc pelletizers. Operations utilizing several pelletizers typically benefit from more than one operator. Further, depending on how much time the operator must dedicate to watching the disc(s), or if the raw material feed and product offtake are transferred with a front-end loader, additional labor may be helpful.
Many types of equipment can operate reliably in the long-term in an outdoor setting if properly protected and maintained. Rotary dryers, for example, are designed to operate in both indoor and outdoor settings.
Disc pelletizers, however, are generally best kept indoors, because the disc pelletizer is considered an “open system,” meaning the processing occurs in an open-air environment. While this allows operators the ability to monitor and make adjustments during processing (a key advantage of the disc pelletizer), it also leaves the material exposed to the external environment. Were a disc pelletizer installed outside, wind, rain, and other factors could cause problems.
Building height requirements vary significantly and depend on the plant’s capacity, as well as whether the production line will be laid out vertically or horizontally.
A good starting point for feedstock particle size distribution is to have all material at minus 250 micron, though this can vary based on the material’s unique characteristics and response to agglomeration. It is also desirable to have a good cross section of particle sizes so that when joined together, smaller particles fill in the spaces between larger particles, creating a stronger agglomerate with fewer void spaces.
The uniformity of feedstock is also an important consideration; the presence of large lumps or a general lack of uniformity in the feedstock often will not produce the desired results and could even cause process upsets.
The process development journey can be de-risked by utilizing testing services such as those offered by the FEECO Innovation Center. Testing the material first at batch scale, and then at pilot scale, is incredibly valuable in preventing surprises on scale-up, evaluating the process economics, identifying potential issues early, and allowing those issues to be addressed during the design stages.