

In engineering a fluid bed dryer, one of the most critical aspects to consider is the fluidization regime, or what can be considered the pattern of material fluidization. With several flow regimes possible and each having a significant impact on the efficiency, rate, and consistency of drying, it’s important to understand these different regimes and how they influence both the physical and chemical properties of the material being dried.
The following covers the key regimes commonly observed in fluid bed drying, along with how each one affects the drying process.
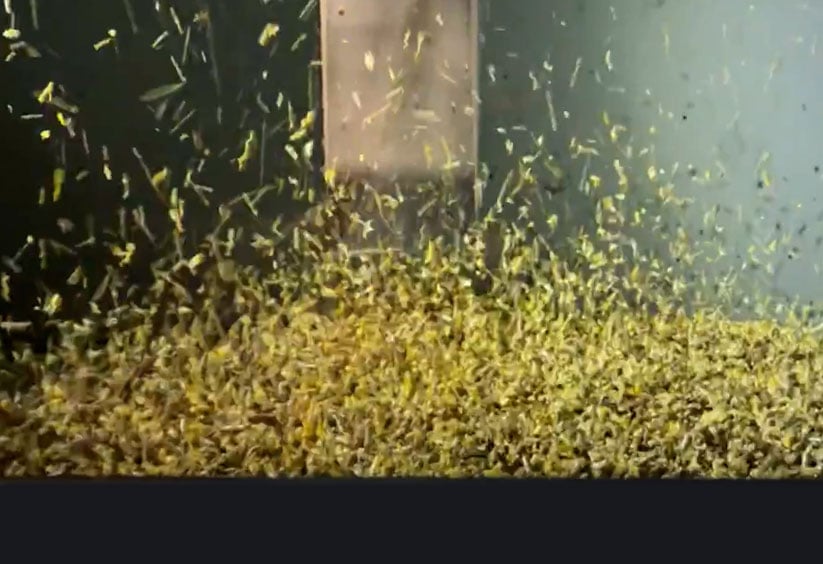
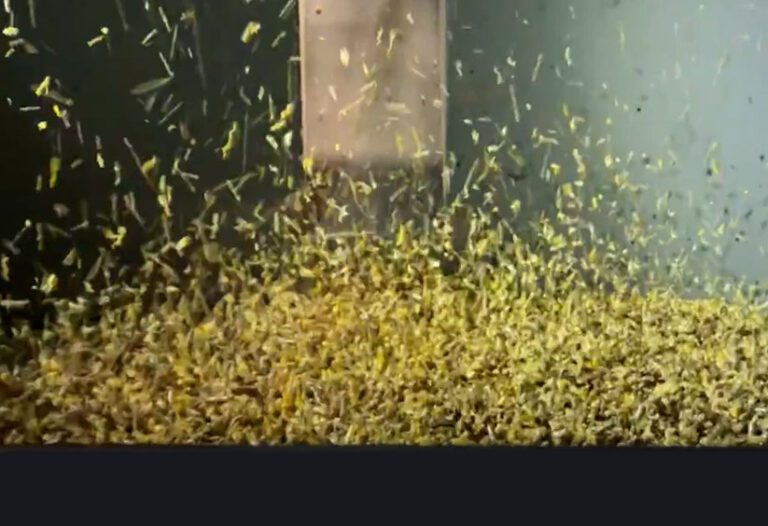
The image above, taken during testing in the FEECO Innovation Center, illustrates fluidization between the fast and turbulent regimes.
Fluidization Regimes
The different regimes or material flow patterns possible in a fluidized bed dryer can be described as a progression, with each phase more turbulent than the last as air flow velocity is increased.
Ideal drying occurs when the material is running above minimum fluidization but below terminal velocity (the point at which solids will be blown out of the dryer), with several regimes in between.
The terms “dense” and “dilute” are often used to describe the material bed as it moves through these stages; the bed starts out dense, becoming increasingly more dilute as particles disperse into the air.
It’s important to recognize that while many regimes are recognized, there is not a clear division between each regime, as the bed is always in motion. Some regimes may also be considered transitional regimes.
It’s also important to note that while particle characteristics come into play, energy requirements generally increase in tandem with air flow velocity, meaning each stage is more energy intensive than the last.
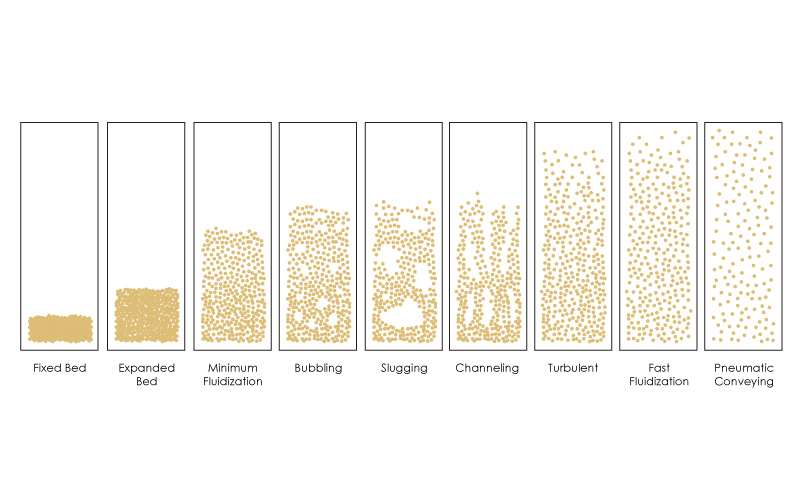
Illustration of fluid bed dryer regimes
The Fixed Bed Regime
The fixed bed regime is the first stage of drying, where the bed is most dense. Air is passed through the distributor plate and material bed at an increasing velocity. The air flow velocity is not yet enough to lift the particles; air is passing through the bed, but not causing any suspension of particles.[1]
The fixed bed regime is less commonly employed, due to its inefficiency; drying occurs slowly and unevenly. However, this regime can be a good fit for delicate materials, because of the lack of agitation that occurs in the bed, which preserves material integrity.
The Expanded Bed Regime
As air flow is increased, the particles in the material bed begin to separate and move, but are not yet suspended.[1]Some may consider this stage a transitional regime, between the fixed bed and minimum fluidization phases.
Minimum Fluidization Regime
Once the air flow velocity increases enough to begin fluidizing the material, this begins the minimum fluidization regime. The air velocity required to fully support the material bed is known as the minimum fluidization velocity (Umf).[2]
The minimum fluidization velocity is unique to each material and often requires testing to establish.
At this stage, heat transfer is significantly improved compared to the fixed bed regime; because the particles are starting to suspend, more surface area is exposed to the air.
This fluidization regime is often employed when dealing with materials that require a gentle approach to drying, such as when drying granules where attrition is a concern.
Smooth Regime
The smooth phase occurs after minimum fluidization, but before air flow velocity is enough to cause void spaces in the bed.
While in minimum fluidization, a bed of material is still somewhat dense and discernible. In the smooth phase, the material bed becomes more dilute as it disperses throughout the air flow.
This phase boasts the highest rate of heat transfer. There is still minimal turbulence, but some attrition may occur as particles collide in suspension. Because this regime balances a high rate of heat transfer with minimal turbulence, it is one of the most commonly employed regimes.
Bubbling Bed
As velocity is increased, void spaces or “bubbles” begin to form within the bed. The velocity at which bubbles begin to form is known as the minimum bubbling velocity, or Umb.[1]
The more turbulent nature of this regime can cause some attrition, so it is not recommended for delicate materials. However, a bubbling bed is ideal for drying materials that are consistent in both size and density, allowing for better control over bed behavior.
Heat transfer efficiency is still high and a longer retention time can be maintained.
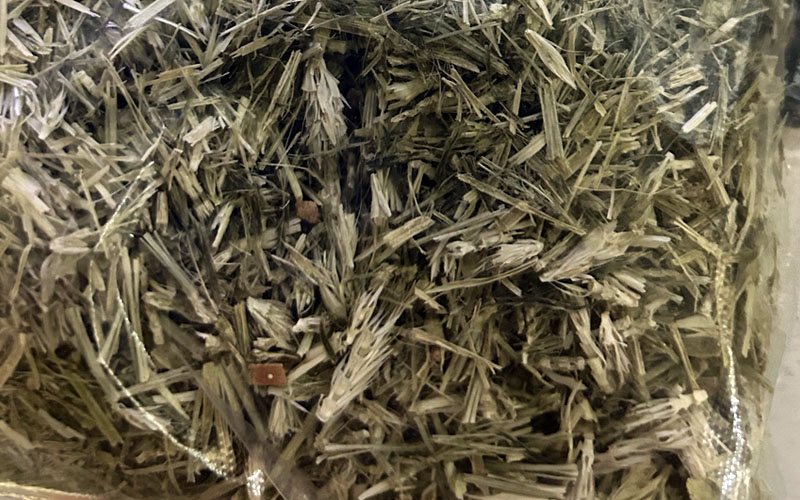
Biomass such as this is often processed in a more dilute, gentle phase such as a bubbling bed to prevent clumping and entanglement.
Slugging
As velocity increases, so too does bed voidage. Bubbles begin to join together as they rise, creating larger air pockets or “slugs.” The slugging pattern may differ depending on bed diameter and particle size.[1]
This regime is also commonly employed.
Channeling
With increasing air velocity, “channels,” or vertical tunnels of air begin to form in the bed.
Channeling causes uneven drying due to the overexposure of some particles to air and underexposure of others. The result is a high range of moisture content in the product, with some underdried and some overdried.
As a result, channeling is never desirable.
Turbulent Regime
The turbulent regime, also sometimes called the dilute phase, is recognized by chaotic particle motion and a lack of bed structure, leading to increased potential for attrition.
While the turbulent regime increases the rate of heat transfer, retention time is lower, as the material bed is thinning out. This regime can be useful in drying sticky materials or those prone to clumping, but is too turbulent for materials where attrition is a concern. When attrition is not a concern, or when drying a fine powder, the turbulent regime can be an effective approach.
Fast Fluidization
Fast fluidization refers to the transition between the turbulent and pneumatic conveying regimes; the material is moving vigorously and is even further dispersed.
Here again, the rate of drying is further increased, but long retention times are not possible. Materials where attrition is not a concern but require fast drying can benefit from this regime. Non-uniform particles, such as biomass materials, are also well served with fast fluidization, thanks to its turbulent bed action.
Some particle loss through entrainment is common with fast fluidization, requiring the incorporation of a fines management system.
Pneumatic Conveying
Fast fluidization is followed by full pneumatic conveying in which the material is totally entrained in the air flow and simply passes through the vessel. Dryers using this regime are often considered flash dryers. Drying continues in the duct from the baghouse, so ducting is typically extended to increase drying time.
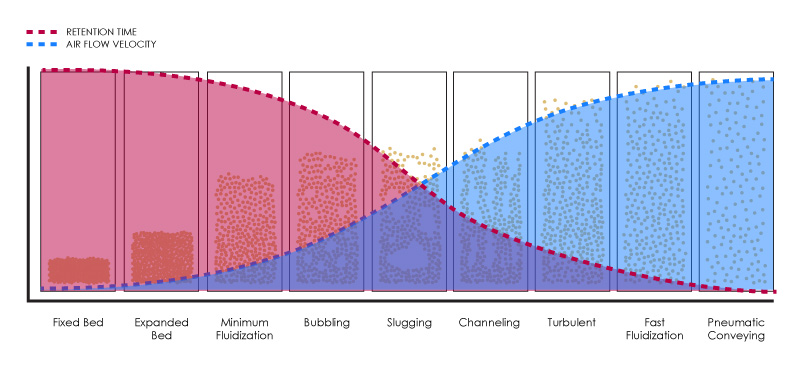
Air flow velocity and retention time overlaid on fluidization regimes; retention time and velocity have an inverse relationship, with retention time decreasing as velocity increases, and vice versa
Factors that Influence Fluidization Regime
The fluidization regime is a direct result of how the material characteristics interact with the air flow velocity.
While all material characteristics have the potential to influence the drying process, the most important when it comes to regime selection are moisture content, particle size, and bulk density. Material fragility, or the potential for attrition, is also critical in selecting the appropriate regime.
Moisture Content
Materials with a high moisture content are more prone to clumping and even clogging equipment. They are also generally heavier, requiring a higher velocity to reach minimum fluidization. As such, a high moisture content material is likely to require a more high-velocity regime, such as the turbulent or fast fluidization phase.
Particle Size
Larger particle sizes generally require a higher velocity to fluidize, though bulk density also plays into this equation.
Bulk Density
The bulk density of particles is also influential in regime selection, with more dense particles requiring higher air velocities to fluidize.
It’s important to note that material characteristics can be adjusted, and regime selection may involve compromise; pretreatment costs can often be justified by the energy savings achieved with a more efficient dryer.
Materials high in moisture may go through a pre-drying or dewatering step to make fluid bed drying more efficient. Similarly, particle size reduction techniques or even agglomeration (particle size enlargement) may be employed to improve processing.
Choosing the Best Fluidization Regime
The most suitable regime for a given application depends on the material characteristics and the product goals.
Most operations run in the more “dilute” regimes (from smooth to turbulent), as these generally offer the best compromise between heat transfer efficiency and turbulence, with some exceptions.
A general rule of thumb is: the less uniform the feed, the more turbulent the regime should be. More uniform particles generally utilize a less aggressive regime.
Testing in a facility such as the FEECO Innovation Center is often utilized to establish the minimum fluidization velocity and assess how the material responds to fluidization. This can help to determine the best regime based on the material characteristics, as well as whether pretreatment would benefit the process.

Pilot-scale fluid bed dryer in the FEECO Innovation Center
Adjusting Fluidization Regime
Because fluidization regimes are a result of air flow velocity, changing the velocity is the primary means of affecting the flow pattern.
Since fluid bed dryers are designed around specific feed characteristics and subsequently are best operated at a specific regime, adjustment is not recommended. However, if process conditions or feed characteristics change, operators may find they need to respond in kind with a velocity adjustment.
Adjusting velocity is made significantly easier if a variable frequency drive (VFD) is integrated into the equipment, as this allows for more gradual adjustments.
Conclusion
Selecting the appropriate fluidization regime is essential for achieving optimal drying efficiency, maintaining material integrity, and meeting product specifications when working with fluid bed dryers. With various regimes offering unique advantages and challenges, understanding how material characteristics interact with each is critical. Testing in a controlled environment, like the FEECO Innovation Center, provides valuable insights into regime selection and potential pretreatment strategies. Ultimately, careful consideration of these factors ensures a drying process that is both efficient and tailored to the specific needs of the material and application.
FEECO offers custom fluid bed dryer design backed by batch- and pilot-scale testing in the Innovation Center. For more information on our fluid bed dryers or testing options, contact us today!
SOURCES:
- Kunii, D., Levenspiel, O. (2013). Fluidization Engineering. United Kingdom: Butterworth-Heinemann.
- Handbook of Industrial Drying. (2007). United States: CRC Press.