


When it comes to vertically conveying aggregates, the bucket elevator has become the equipment of choice, particularly when space is limited. These diverse machines continue to lend the industry reliable operation, heavy-duty handling, and a minimal spatial footprint, among many other advantages.
Why Bucket Elevators for Vertical Handling of Aggregates?
Vertical handling is a necessity in the aggregate industry, transporting material seamlessly throughout a processing facility despite the various heights at which it must be delivered. Throughout aggregate processing facilities, material is elevated for feeding weigh hoppers, loading rail cars, transporting material to various processing stages, and more.
Handling aggregates in excess of 550 TPH, bucket elevators can impart two key advantages to aggregate handling operations:
Improved Vertical Handling
While troughed inclined conveyors are often used for elevating applications, this type of conveyor requires a specific amount of floor space per rise in unit of elevation. The amount of space required is dependent upon the angle of lift, as shown in the diagram below.
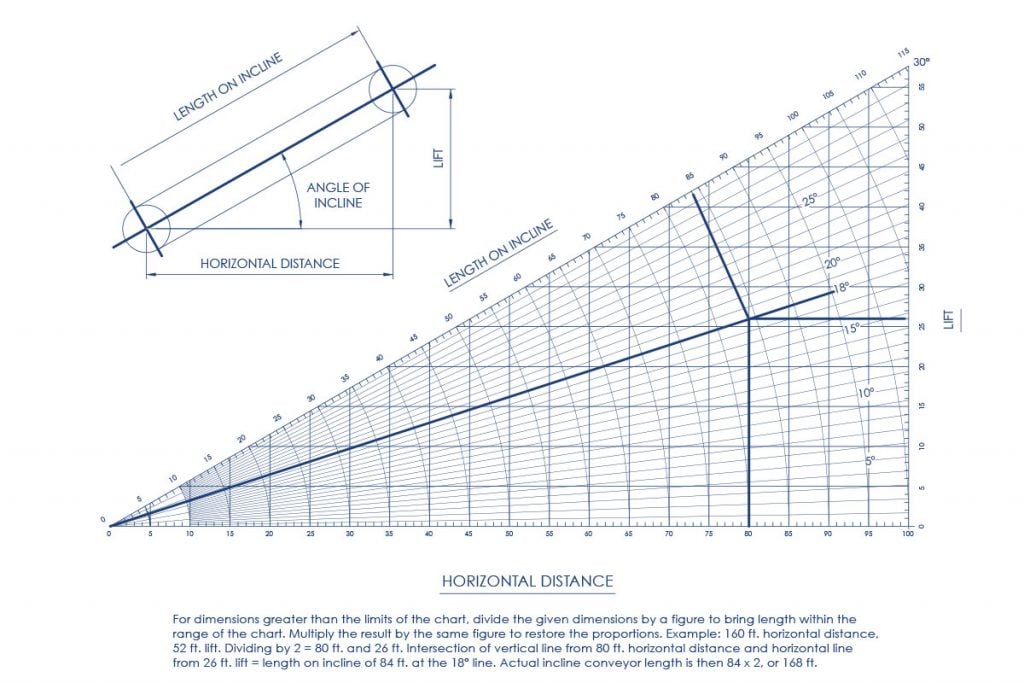
The image above shows the horizontal distance needed per unit of lift when working with inclined conveyors.
As such, greater heights can require a substantial conveyor footprint, something not all facilities can accommodate. In cases where space is limited, a bucket elevator offers a superior solution.
Bucket elevators rest vertically on a base, rising straight up to the required height. This allows smaller facilities to vertically transport their material to greater heights with only a minimal ground footprint.
Dust Control
Dust is a common challenge among aggregate operations. Depending on the material, fugitive dust may result in a hazardous work environment, premature equipment wear, unacceptable product loss, or all of the above.
As a completely enclosed system, bucket elevators are ideal for handling dusty aggregates, containing dust and mitigating any associated issues. When looking to minimize fugitive dust, care should be taken to ensure the selected elevator is fully welded to prevent any points of material escape. Dust pick-off points can be added to keep a slight negative pressure inside the casing, allowing dust to be extracted and collected, while minimizing dust within the elevator casing.
Aggregates Typically Handled with a Bucket Elevator
A number of materials fall into the aggregates category and bucket elevators can handle them all, though materials with a sticky quality should be avoided, as they can cause issues at discharge and with internal material buildup.
Aggregates often handled via bucket elevators include:
- Sand/Silica
- Ores (Magnesite, bauxite, phosphorus, potash)
- Crushed limestone
- Crushed gypsum
- Crushed asphalt
- Coal and coke products
Aggregate Bucket Elevators: Design Considerations
Bucket elevators used in the aggregate industry must be engineered and manufactured to the highest quality in order to withstand the demanding conditions typical of most applications in the sector.
Due to the level of duty the equipment must endure, the aggregate industry generally demands a higher caliber of equipment. For this reason, it’s important to select a bucket elevator manufacturer with an understanding of the unique challenges that aggregates present; equipment should not only be built for reliability, but for longevity as well.
While many parameters factor into bucket elevator design, three primary considerations influence the design of a bucket elevator for aggregates:
Aggregate Size
The size of the aggregate plays a significant role in the overall design and selection of a bucket elevator, most notably in the type of elevator selected.
Aggregates with a particle size over ½” are best handled with the continuous discharge style elevator.
Continuous Discharge Elevators for Aggregates
Continuous discharge bucket elevators operate at a slower speed and do not utilize a “throwing” action on aggregates. As such, this elevator type is preferred when handling more fragile materials, or those that are prone to aeration.
Aggregates under ½” can generally be handled using either continuous discharge or centrifugal discharge elevators.
Centrifugal Discharge Elevators for Aggregate
Centrifugal discharge elevators move material at higher speeds. This elevator type uses centrifugal force to “throw” material from the buckets at discharge, while a digging action loads the elevators at the inlet.
Granular free-flowing materials are typically handled with centrifugal discharge elevators, because the material lends well to the digging action at loading, and efficiently discharges at the higher speed.
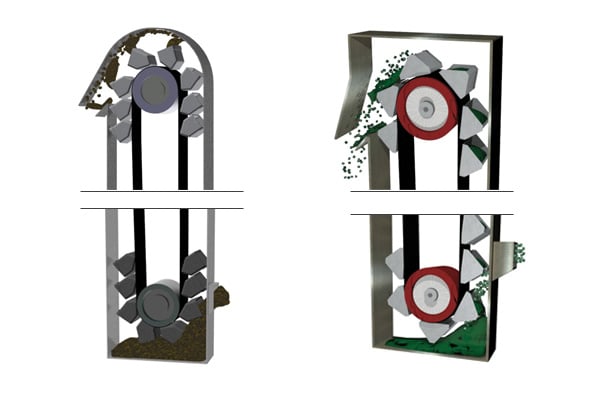
Continuous discharge belt elevator (left) and centrifugal discharge belt elevator (right)
Chain vs. Belt
For most aggregate applications, the chain-type elevator is selected. When utilizing the chain type, higher capacities can be achieved by utilizing a double chain configuration over a single chain design.
The belt-style elevator is typically a less costly option, but is generally only suitable for free-flowing granular materials (almost all sand handling elevators are of the centrifugal discharge belt style).
Material temperature also factors into the choice between belt and chain type elevators. Standard belts are available for up to 200° F, with upgrades available for up to 400° F. Beyond this, belts are not usually recommended.
Bucket Style
Aggregate size and the type of elevator chosen (centrifugal or continuous) also impact the choice of bucket style used (of which there are many). Elevator buckets are available in a variety of capacities and materials of construction to tailor bucket performance to the material being handled.
Centrifugal Discharge Buckets
As an example, nylon buckets are frequently used for centrifugal discharge elevators handling sand, because of their wear and release properties, though they are not necessarily a fit for high-temperature applications. Ductile iron is another common material of construction used with centrifugal discharge elevators.
Continuous Discharge Buckets
Continuous discharge style elevators tend to use fabricated steel buckets, which are available in numerous sizes and plate thicknesses. Abrasion-resistant construction, wear lips, etc., can also be utilized.
Material Abrasiveness
The abrasiveness of a material must also be factored into the design. Materials that are highly abrasive may require wear areas to be reinforced with additionally heavy-duty construction, or may require parts, or all of the unit, to be constructed from abrasion-resistant materials.
Selecting the Right Bucket Elevator for Your Aggregate
While in some cases, the selection of the proper bucket elevator configuration for a given aggregate may be clear, this is not always the case. With significant versatility and many different options available, bucket elevators provide the best handling solution possible when designed around the unique parameters of the specific application. This often requires expertise to define the optimal solution.
Depending on the manufacturer, a variety of features may be available to streamline the performance and maintenance of a bucket elevator. FEECO bucket elevators come standard with:
- Removable top covers
- Access doors for easy maintenance
- Horizontally and vertically heavy-reinforced jig-welded head, boot, and intermediate sections
- Adjustable throat plate at discharge
- Inspection doors of both sides of discharge
Service platforms and access ladders can also be incorporated into the unit.
Conclusion
Bucket elevators provide an essential handling solution for high-capacity vertical conveying in the aggregate industry, particularly when spatial restrictions exist. Bucket elevators can offer improved vertical handling and valuable dust control, but should be designed around the given application, with aggregate size, capacity, and material abrasiveness being critical design considerations.
FEECO has been a preferred supplier of custom bucket elevators for the aggregate industry since 1951. Our bucket elevators are designed to be robust and built to last. For more information, contact us today!