With the litany of options and providers on the market (and no shortage of one-size-fits-all approaches), choosing a bucket elevator manufacturer can quickly become overwhelming. What follows are the key considerations to take into account when selecting a bucket elevator supplier.
Qualities to Look for in a Bucket Elevator Manufacturer
Bucket elevators are used throughout a variety of industries to transport bulk solids to varying heights while requiring only a minimal footprint. They have become a necessity at mineral processing facilities, fertilizer plants, recycling operations, and more. In selecting a manufacturer, keep the following considerations in mind:
Flexibility in Customization
There is no shortage of one-size-fits-all bucket elevators available on the market. This approach can be a fit for short-term, light-duty applications, but when performance, efficiency, and longevity must be emphasized, bucket elevators are best designed around the unique application and material at hand.
Bucket elevators can be configured in a number of different ways to yield an optimal handling solution, with many optional features and add-ons available. The ability to customize a bucket elevator around the specific application requires a bucket elevator manufacturer that can go beyond standard designs to provide a truly tailored solution that works with the unique characteristics of the material for a streamlined handling solution.

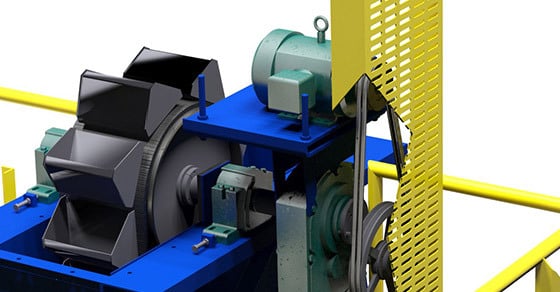
FEECO dual-drive bucket elevator at a frac sand facility
Material Experience
The material to be handled is the single most influential aspect affecting bucket elevator design. Material characteristics such as corrosiveness, abrasiveness, bulk density, particle size distribution, moisture content, and more, will all play a role in configuring the unit for high-performance handling that will stand the test of time. These factors impact everything from the type of elevator chosen, to the type of bucket employed, and everything in between.
Choosing a manufacturer with diverse and extensive material experience goes a long way in obtaining an optimized system. Material experience is invaluable to problem solving design challenges and engineering a system that minimizes downtime and equipment wear, while promoting efficiency and automation.

Bucket elevator at a manure granulation plant
High-Quality Fabrication
Longevity is a critical focus with most plant handling equipment, but it is especially important with bucket elevators; an offline bucket elevator means material cannot move on in the process flow, causing bottlenecks and process downtime.
Additionally, bucket elevators are often employed in demanding and rigorous settings such as aggregate and mineral handling operations. With these considerations in mind, it is essential to select a manufacturer with rigid quality standards. Heavy-duty materials of construction and high-quality fabrication aid in the effort to minimize equipment wear and unnecessary downtime.
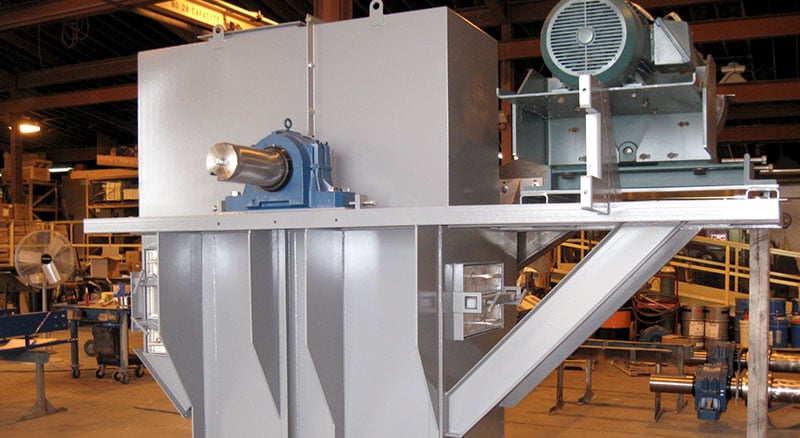
Bucket elevator head section in the FEECO fabrication facility
Parts & Service Support
Quality equipment and custom design are the foundation of a reliable bucket elevator, but downtime is not altogether avoidable; unexpected events or changes in production conditions can leave an operation at a standstill, causing lost production, unusable product, and process backups. When this happens, having the right support available is the quickest way to issue resolution and getting back online.
Choosing a manufacturer with a proven support record offers peace of mind, and a valuable partner in keeping an operation running its best. Original equipment manufacturers (OEMs) are uniquely positioned to provide superior service support, because they are most familiar with the equipment. They can offer efficient troubleshooting when equipment is not running at rated capacity, becomes stalled or plugged, or requires routine maintenance procedures or tune-ups. Additionally, they can offer assistance in installation and start-up, training operators, providing spare parts, and stocking spare parts with long lead times to avoid outages.

Bucket elevator installation in progress
Conclusion
Bucket elevators allow for efficient vertical handling of bulk solids, but they are only as reliable as the manufacturer. With so many options on the market, choosing the right manufacturer for the job can quickly become overwhelming. Care should be taken to select a bucket elevator manufacturer that can provide a customized handling system built for longevity, efficiency, and reliability. Furthermore, bucket elevator manufacturers should always back their products with a comprehensive parts and service support program to minimize downtime.
FEECO has been a preferred custom bucket elevator manufacturer since 1951. Our extensive experience in numerous production settings and around hundreds of materials gives us a unique ability to engineer tailored bulk material handling systems and keep them running their best. For more information on our bucket elevators, contact us today!