FERTILIZER EQUIPMENT, SYSTEMS, & SUPPORT SERVICES
Founded in 1951 as the Fertilizer Engineering & Equipment Company, the name FEECO has become synonymous with fertilizer granulation expertise in every facet – from process development, to equipment design and fabrication, and even parts and service.
From single nutrient products to complex fertilizers, our expertise starts in traditional chemical fertilizer granulation techniques and extends into specialty products and organic systems that turn wastes into premium fertilizers. We provide everything from single pieces of equipment, to complete granulation lines incorporating metering and control systems, handling and feeding equipment, and more.
Our extensive knowledge and experience has led us to become the preferred provider for the industry’s top producers. Among them:

EQUIPMENT
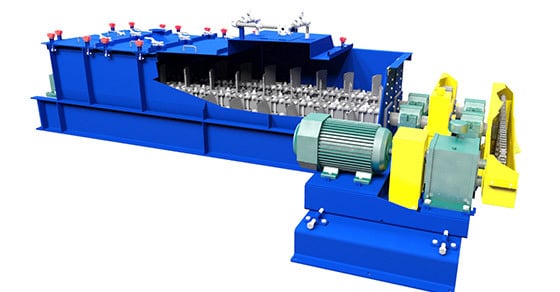
Agglomeration Equipment
for Fertilizer Production
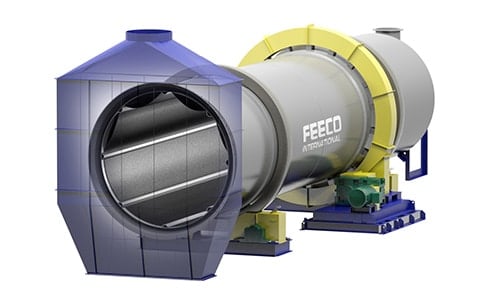
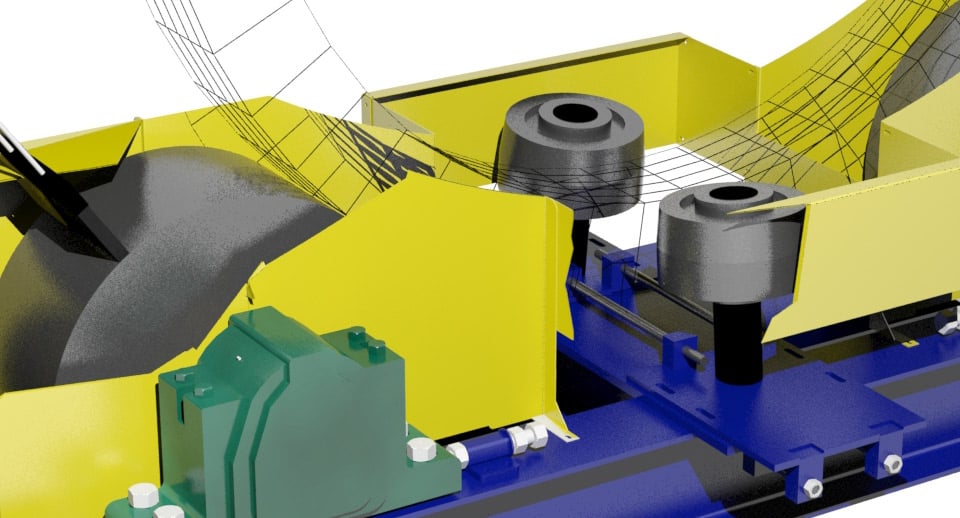
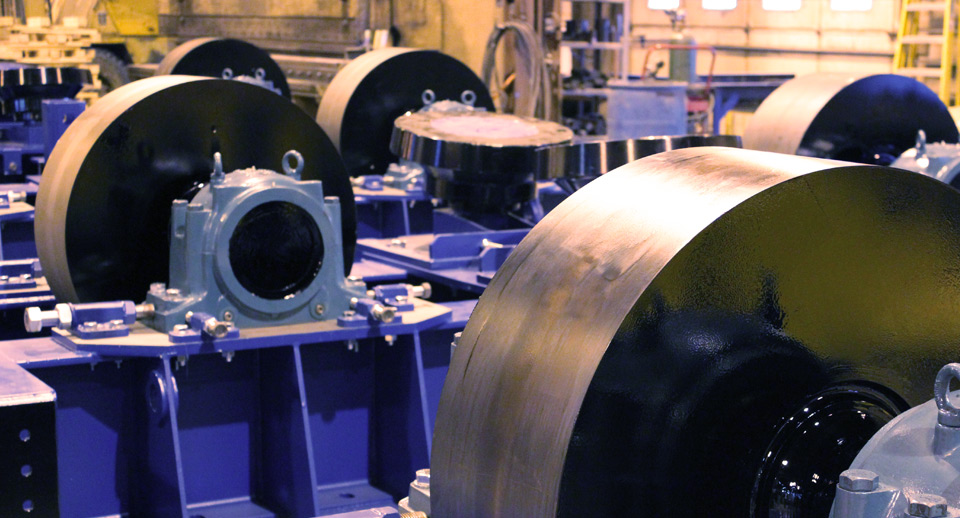
- Rotary Granulators (Granulation Drums)
- Pug Mills
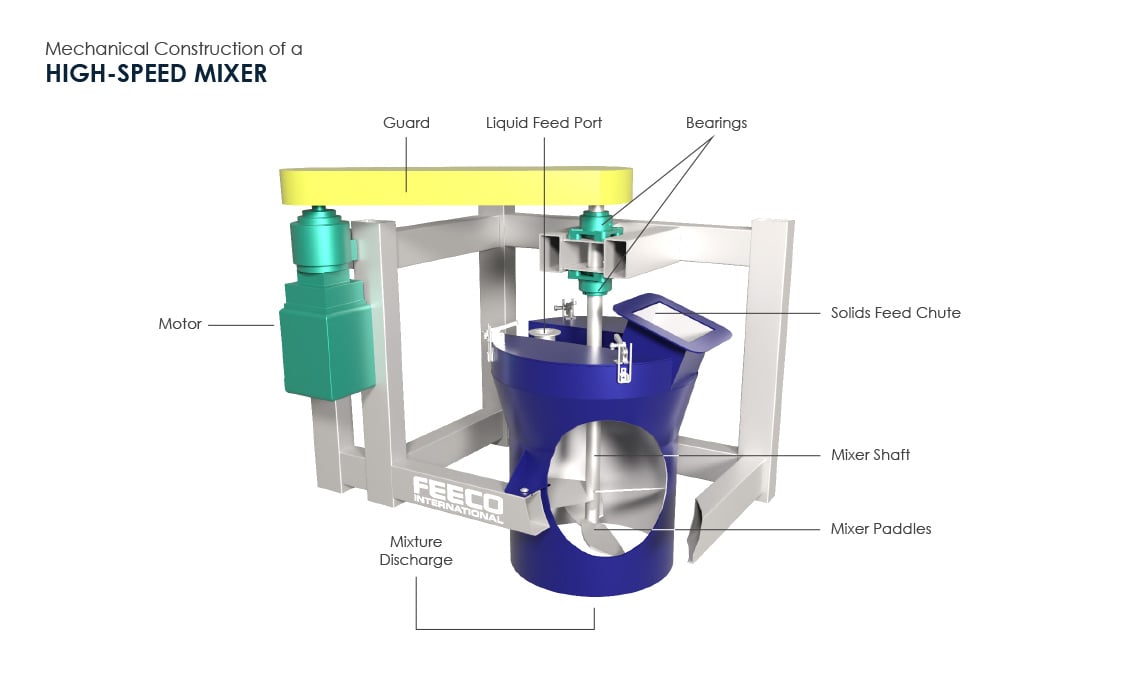
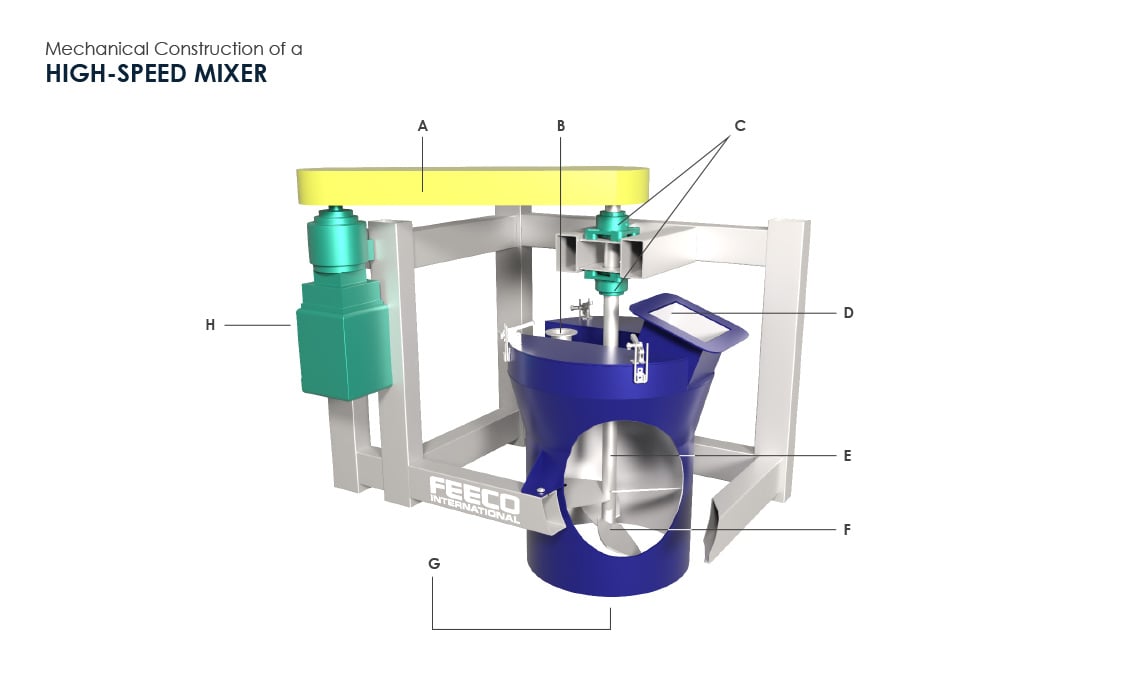
- Pin Mixers
- Hammer Mills
- Disc Pelletizers
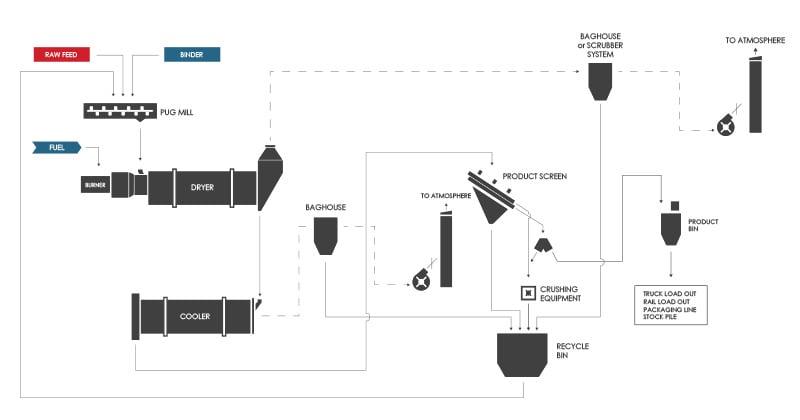
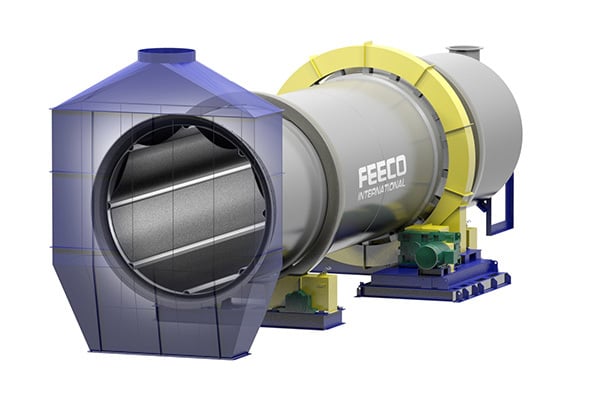
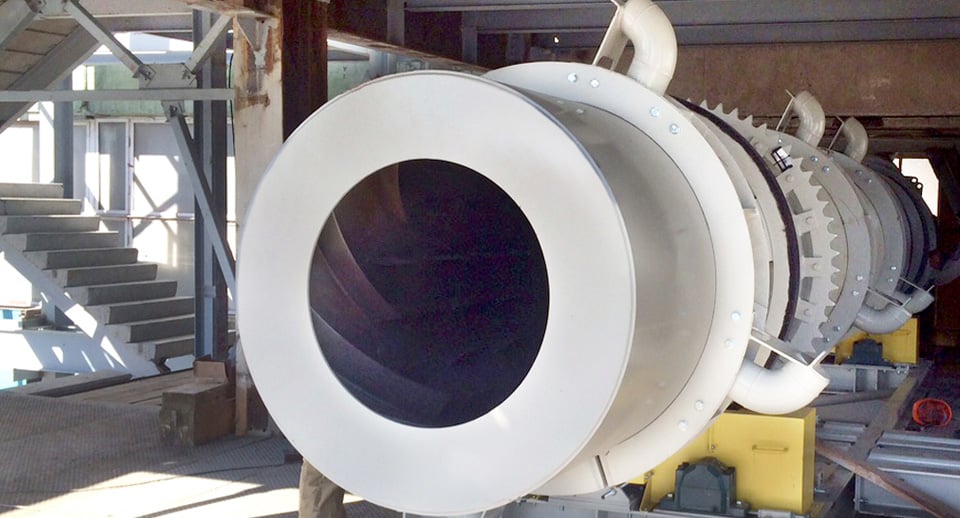
Thermal Processing Equipment
for Fertilizer Production
Bulk Material Handling Equipment
APPLICATIONS
FEECO has extensive experience in a wide range of materials, including:
- Ammoniated Phosphates (MAP, DAP)
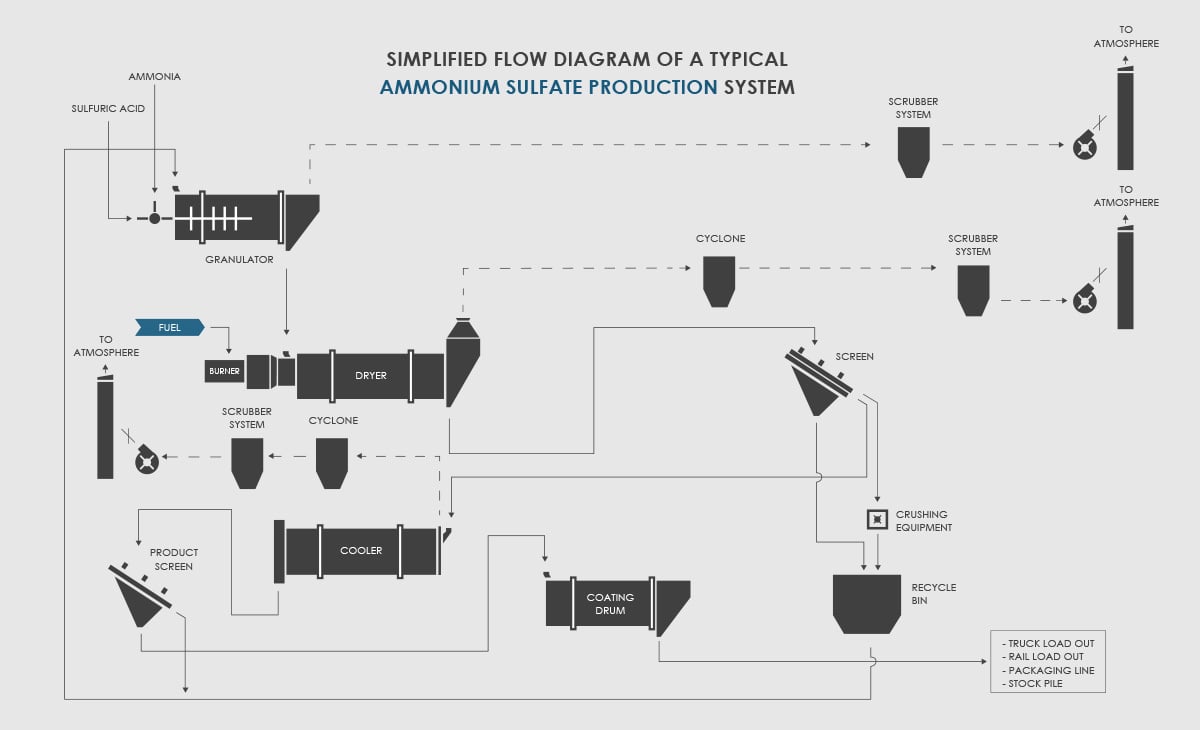
- Ammonium Sulfate
- Biosolids
- Compost & other organic materials
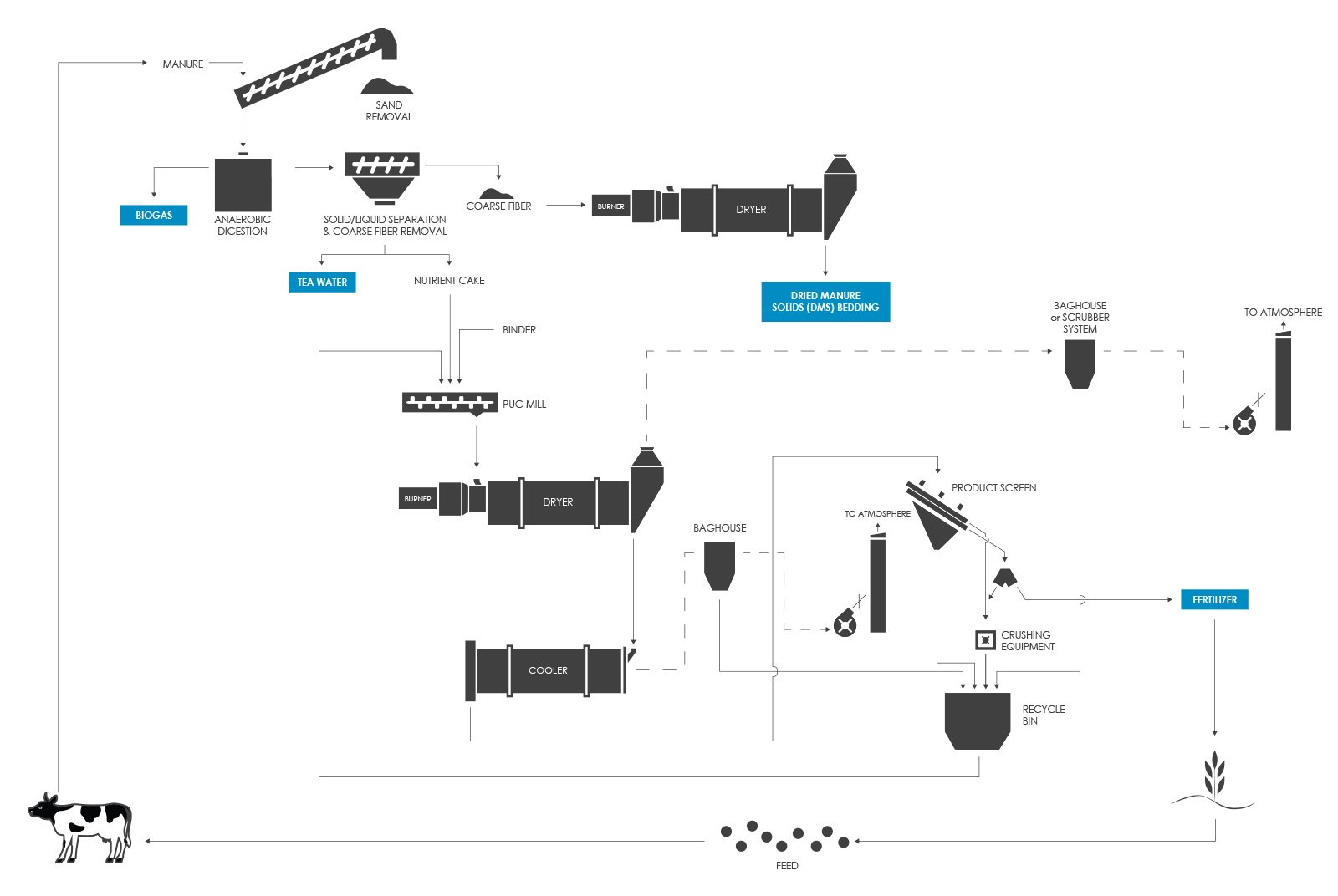
- Manures (cattle, swine, poultry)
- NPK
- Phosphates
- Potash
- Sulfur
- Superphosphates
- Urea
SOIL AMENDMENT PRODUCTION EQUIPMENT & SYSTEMS
As experts in fertilizer granulation, we are able to bring the same level of experience to soil amendment producers, whether they are producing traditional products such as limestone and gypsum, or more novel products like biochar.
FEECO is capable of meeting the requirements necessary for CE marking equipment.
All FEECO equipment and process systems can be outfitted with the latest in automation controls from Rockwell Automation. The unique combination of proprietary Rockwell Automation controls and software, combined with our extensive experience in process design and enhancements with hundreds of materials provides an unparalleled experience for customers seeking innovative process solutions and equipment. Learn more >>
MATERIAL & PROCESS TESTING
The FEECO Innovation Center is a unique testing facility where we can conduct both batch and pilot-scale testing on hundreds of materials. The only facility in North America with such diverse and comprehensive testing capabilities, the Innovation Center is where ideas come to life.
FEECO offers a broad range of equipment and systems for agglomeration, granulation, drying, and high temperature thermal applications. Material can be tested on a single device, or as part of a continuous process loop integrating multiple pieces of equipment.
Process experts can guide you through the testing process to provide the answers you’re looking for. Various material characteristics can be analyzed during the testing process to ensure a material will meet its intended application. In combination with our state-of-the-art PLC/MCC system from Rockwell Automation the testing in the Innovation Center offers unmatched data collection, trending, reporting, and ultimately, process transparency. Process experts used the data gathered during batch and pilot-scale testing to scale-up the process to commercial production.
Whether you’re looking to optimize an existing process or product, have an idea for a new product, or would like to adapt a product for a new market, the Innovation Center is well-equipped to suit all of your testing needs. FEECO offers comprehensive testing capabilities in four categories:
Feasibility/Proof of Concept: An initial, non-witnessed batch testing phase in which the possibility of creating a product is explored.
Proof of Product: A more in-depth batch testing phase in which more time is spent determining whether a product can be made to desired specifications.
Proof of Process: A continuous testing phase that aims to establish the equipment setup and parameters required for continuous production of your specific material.
Process/Product Optimization: An in-depth study to optimize your specific material’s characteristics and/or production parameters in an industrial setting.
Learn More about the Innovation Center >>
RESOURCES
FERTILIZER GRANULATION ARTICLES
Updates in Mining The U.S.-Ukraine Minerals Deal The U.S. and Ukraine have agreed to establish a reconstruction and investment fund that …

In heap leaching operations, the selection of agglomerators plays a pivotal role in determining the efficiency and profitability of the process. …
BROCHURES

Granular Fertilizer Systems Brochure