


Rotary dryers and kilns have been essential pyro processing systems for over a century, offering advantages like uniform heat exposure, reduced processing times, and high efficiency. These rotating drums are widely used across industries for processes such as drying, calcination, and chemical reactions, making them a cornerstone of modern industrial operations. When selecting a rotary dryer or kiln, one key decision is choosing between direct-fired and indirect-fired configurations. This article outlines the differences between these two systems and offers guidance on selecting the right option for your process.
About Pyro Processing Systems
Pyro processing systems play an essential role in transforming raw materials into finished products through thermal treatment. These systems are widely employed across industries for applications such as drying, calcination, roasting, and thermal desorption, delivering the precise control needed for optimal drying, as well as complex chemical and physical transformations. The choice between direct-fired and indirect-fired systems significantly impacts the design and functionality of rotary dryers and kilns. When choosing between these two configurations, the requirements of the material being processed and the desired outcomes help to guide the decision. Direct-fired systems introduce the process gas, typically from a burner, directly into the drum, allowing for efficient heat transfer. Direct systems are ideal for materials that are not sensitive to direct contact with combustion gasses. Indirect-fired systems, on the other hand, use a heat exchanger to transfer heat, keeping the material isolated from the combustion gasses. This configuration is suited for materials that require a controlled atmosphere, are prone to contamination, or are fine enough to otherwise become entrained in the process gas.
Rotary Dryers vs. Rotary Kilns: What’s the Difference?
Before getting into the different configurations for each, it’s important to understand the difference between rotary dryers and kilns. While there can be some overlap between these two types of equipment, they are generally used to carry out distinctly different goals. The rotary dryer is a heat transfer device most commonly used for “low-temperature” applications, where the primary goal is to reduce the moisture content of the material or preheat it in preparation of another process (such as calcination in a kiln). Rotary dryers typically operate at temperatures between 150-250°F (solids temperature). Rotary kilns, however, are used for what are considered “high-temperature” applications, where the goal is to cause a physical change or chemical reaction in the material. They are used to carry out processes such as incineration, reduction roasting, calcination, and curing, which occur at temperatures between 800 and 3000°F (430-1650°C). These higher temperatures can also translate to some physical differences between rotary dryers and kilns, such as the use of a thicker shell for strength at elevated temperatures, incorporation of different materials of construction (typically alloys), or even the addition of an insulating jacket. Most often, a refractory lining is added to improve heat retention and protect the kiln shell from the high temperatures within (applicable to direct-fired kilns only).
| Dryers | Kilns | |
| Temperatures | 150-250°F | 800-3000°F |
| Lining | None | Refractory (direct only) |
| Objective | Moisture Removal Pre-heating | Chemical Reaction Phase Change |
| Used for | Low-Temperature Applications | High-Temperature Applications |
Direct-Fired Rotary Dryers & Kilns
Direct-fired rotary dryers and kilns rely on direct contact between the material and process gas to achieve heat transfer and facilitate the desired result, be it drying or a reaction. This is facilitated by a burner at one end of the rotating drum. Depending on if the equipment is configured for co-current or counter-current flow, as well as the material characteristics, the burner may be mounted inside a combustion chamber, which contains the flame to prevent it from coming into contact with the material.
Direct-Fired Dryers
Rotary dryers are lined with flights or “lifters” to improve heat transfer between the material and combustion gas. These lifters pick up material from the bed of tumbling solids and lift it along the shell’s inside periphery, showering or dispersing a curtain of material as the internals approach the highest point of rotation, as shown in the image below.
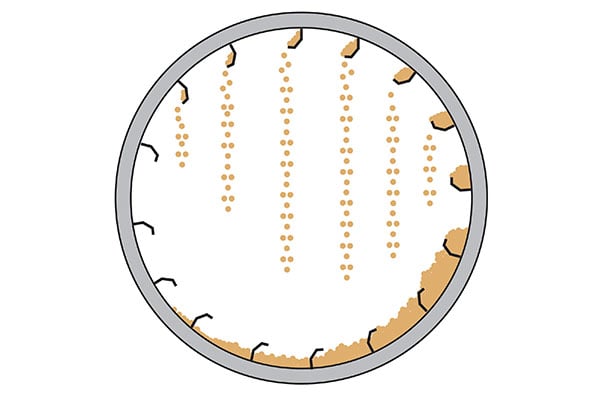
Flights in a rotary dryer cascade material across the drum’s cross section to create a “curtain” of material that improves heat transfer.
In rotary dryers, direct-fired designs are commonly used for robust materials such as aggregates or minerals, where high heat transfer efficiency is critical, and exposure to combustion gasses does not compromise product quality.
Heat Transfer in a Direct-Fired Dryer
The curtain of material promoting direct contact between the combustion gasses and material means the primary mode of heat transfer in a direct-fired dryer is convection. Minimal conduction may also occur between the material bed and dryer shell. Because the flights in a direct-fired rotary dryer act as a means of dispersion, the direct dryer can achieve higher heat transfer rates than refractory-lined kilns. The result is that the rotary dryer can transfer more heat per unit volume than a rotary kiln.

Flights (material lifters) in a rotary dryer
Heat Transfer in a Direct-Fired Kiln
While heat transfer in a direct-fired dryer is primarily carried out by convection, in a kiln, the primary mode of transfer is radiation of the flame and refractory within the kiln. Hot gasses continuously heat the internal refractory lining of the kiln shell and as the cylinder rotates, the tumbling bed of solids is constantly exposed to the hot refractory surface. A bed disturber may be incorporated into the kiln to promote bed turnover for more uniform heating. Radiation effects also occur, especially if the refractory is glowing at elevated temperatures above 1200°F. The surface of the material bed (toward the kiln center line) also experiences heat transfer by radiation since material is in “view” of the hot-glowing refractory. Direct convection also exists between the innermost surface of solids and the hot gasses flowing over the bed.

The refractory lining is visible in this photo of a FEECO Customer Service Engineer inspecting the interior of a rotary kiln
Heat Transfer in Indirect Dryers & Kilns
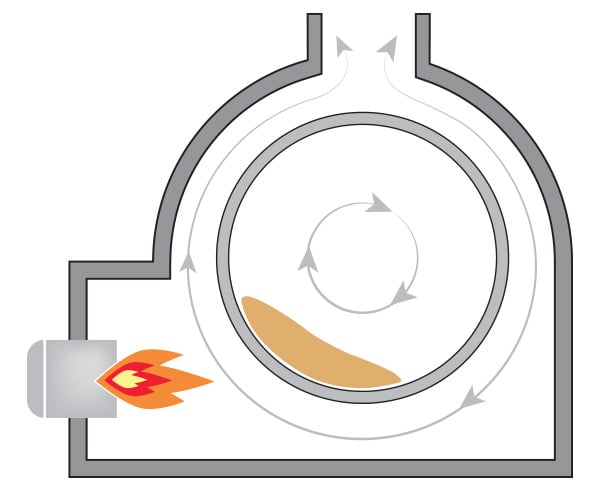
Since products of combustion are completely isolated from the product being processed, two heat transfer mechanisms take place in an indirect unit, whether it is a dryer or kiln. Heat is transferred to the rotating shell’s outer surface by an isolated heat source, most commonly gas- or oil-fired burners orientated so as to “bathe” the shell surface in hot products of combustion. Depending on the size and geometry of a particular unit, a number of burners forming an array may be employed to avoid localized overheating of the shell. Other heat sources may be employed such as electric resistance heating elements, hot waste gas, or thermal transfer fluid from isolated sources. In the event that gas or oil-fired burners are used, the products of combustion are emitted through a stack as clean flue gas. In an indirect-fired rotary kiln, the shell temperature tends to be uniform along the circumference, regardless of the heat source being from a distinct point, due to the excellent conductivity of the alloys employed in construction. Once the shell attains operating temperatures, heat will flow radially inward through the shell wall to the interior face. It is for this reason that a high-temperature alloy is used for the shell instead of incorporating a refractory lining; the lining would reduce efficiency by creating an additional barrier for heat to pass through. The second heat transfer mode is that of transferring heat from the internal shell surface to the colder bed of solids. Because there is not an internal gas flow acting as a heat source, components such as lifting flights would offer no heat transfer advantage. The image below indicates the typical arrangement of an indirect-fired rotary dryer or rotary kiln.
In the case of gas burners being the heat source, the washing of the shell is dominant since it employs radiative and convective modes. The heat transfer from the shell interior surface to solids being processed is, therefore, the controlling condition. A basic formula is often used to estimate this process: Q = h × A × ΔT, where:
- Q is the amount of heat transferred.
- h represents how easily heat is transferred.
- A is the surface area of the shell in contact with the heat.
- ΔT is the difference in temperature across the shell.
This equation provides a good estimate for how heat moves through the system, whether looking at the entire drum or just a specific section. While advanced tools can analyze heat transfer in smaller sections for greater precision, it’s rarely necessary. Instead, it’s helpful to view the process as a series of distinct temperature changes happening step by step. As an example, consider a feed material that contains moisture, a volatile organic compound, and an endothermic reaction at elevated temperature. In such a system, six individual steps occur:
- Heating the total feed to 212°F where moisture evaporates readily (recall that there is to be no carrier gas to dilute the partial pressure of the water evolved.
- Vaporization of water.
- Heating dry solids to temperature at which the organics vaporize.
- Vaporization of organic compound(s).
- Heating solids to reaction temperature.
- Endothermic reaction.
As one might realize, such fixed temperatures allow the system designer to more accurately determine the log mean temperature difference, which is a governing variable in the overall design equation.

FEECO Indirect Kiln prepared for shipment
Direct vs. Indirect Rotary Kilns & Rotary Dryers: What Makes Sense for Your Application?
Virtually any process that can be carried out in a directly fired rotary kiln or dryer can also be carried out in an indirectly heated unit, but both types of systems have inherent advantages and disadvantages that make them more suitable in some settings over others. As a general rule, direct-fired devices are more efficient in operation and also have a lower capital cost than their indirect counterparts. For this reason, direct-fired units are significantly more common than indirect-fired units. There are numerous applications however, in which an indirect unit offers better overall economics or a necessary alternative. While the indirect process has been around for over 100 years, only in the last few decades have indirect rotary vessels become a widespread commercial reality. This is due primarily to advances in materials of construction capable of withstanding higher temperatures. As a result, indirectly heated dryers and kilns continue to gain attention for both improving existing processes, as well as developing new ones. Throughout many industries, indirect-fired units are employed in process settings that call for more specialized processing needs. Common settings where indirect units provide a better processing medium are listed here.
Finely Divided Solids
Indirect-fired rotary kilns and dryers can be beneficial when the material to be processed consists of finely divided solids. In a direct-fired rotary kiln, the heat source is hot gas (products of combustion and air) which flows with an inherent velocity. These gasses can carry discrete particles through from drag, with the degree of entrainment dependent on a variety of factors such as gas velocity, gas density, particle density, and shape. Due to entrainment potential, direct-fired kilns and dryers processing fine materials require the design to be centered around permissible gas velocities, as opposed to heat transfer requirements. As we’ve already covered, indirect-fired rotary kilns do not rely on processed materials being in intimate contact with hot combustion gasses. It is common for direct-fired units to have upward of 100 times the mass or volume of process gas flowing within the vessel as opposed to an indirect unit of the same duty. Some examples of fine materials commonly processed using indirect-fired rotary dryers and kilns are carbon black, chemical precipitates, filter cakes, finely ground solids, and catalysts.
Inert Systems
Another setting in which an indirectly heated unit will outperform a direct one is when processing must occur in an inert environment. As an example, most carbonaceous solids will combust at elevated temperatures in the presence of free oxygen. High-temperature processing of combustible products such as coal, petroleum coke, sludge, and numerous organic solids can be carried out in direct-fired rotary equipment, but careful provisions must be made to ensure safety. Fuel rich or near precise stoichiometric flames must be developed to reduce the presence of free oxygen. Such systems are complicated in their control and may involve oxygen detection, explosion relief doors, and automated extinguishing systems. Such extensive provisions involve added costs and careful licensing and insurance detail. Other applications exist in which oxidation of product does not pose an explosion or combustion risk, but the quality of the product may be deleteriously affected by oxidation. Applications where an undesirable oxide compound forms in the presence of oxygen at high temperatures are often best performed by indirectly heated means. A common example would be a metallic product. Other isolated cases may exist where a solid may form an undesirable compound with nitrogen at high temperatures. In such situations, it is nearly impossible to eliminate nitrogen composition from processed solids in a direct-fired rotary kiln, but relatively easy in an indirect-fired rotary kiln.
Controlled Atmosphere Chemical Reactions
Indirect systems can also prove ideal for exposing solids to a gaseous chemical reactant under high temperatures where reactions occur at accelerated rates. The “doping” of ceramic catalysts serves as a practical example. Such chemical reactants can be introduced into a direct-fired unit, but the reactant becomes diluted by the hot gasses, which are required, as a heat transfer medium. In indirect units, any reactant utilized can be piped in and metered to achieve precise concentrations.
Processing High-Value Volatile Products
The goal of some processes is to recover a high-value volatile component from a somewhat valueless solid carrier. As an example, consider the thermal separation of oil from oil shale. Such an application is likely best suited in an indirect-fired unit. As in the case of combustible materials, a direct-fired vessel could be carefully designed to perform the separation, but the load on separation equipment, such as a condenser, becomes greatly increased by undesired tramp air. The cost associated with these ancillary separation devices can far exceed the cost of the heat transfer vessel itself. By processing such a material in an indirect-fired unit, the desired volatile product is highly concentrated and does not burden the recovery equipment with excess tramp air. Another highly promising application lies in using an indirect-fired rotary kiln to effectively distill valuable oils from low-value wastes such as scrap tires, oil saturated soils, and oil drilling wastes (cuttings).
Processing Hazardous Wastes
There is an array of applications in which a hazardous component may be adsorbed onto an inert solid substrate. An example of this is activated carbon, used to adsorb an undesirable waste component from a liquid or gaseous stream. In such cases, the “spent” carbon can be reactivated for reuse through means of an indirect-fired rotary kiln; the used-up carbon can be held at high temperatures and the adsorbed component will volatilize and effectively be desorbed from the carbon, making the carbon again ready to absorb a hazardous component. Following desorption, the volatilized waste is evacuated from the system via an imposed draft. This off-gas from the indirect-fired rotary kiln would be laden with a hazardous waste component that could then be either condensed in high purity, or incinerated as a concentrated vapor stream. This operation of reactivating a solid substrate could be performed in a direct-fired rotary kiln, but the off-gas burden would be significantly increased. Depending on the regulations placed on the volatilized compounds, the treatment of this off-gas could be quite costly. Chemical-laden soils, absorbents, tank wastes, and other inert substrates follow the above conditions very closely. As these examples indicate, there are countless applications wherein an indirect-fired rotary kiln or dryer may result in a more cost-effective system overall. The developer of a pyro-processing application must take into account the cost of all required ancillaries, operating costs, product quality requirements, and several other variables as opposed to merely the cost of the primary heat transfer device. When evaluating an overall system approach, the designer must also take into account operating cost factors such as the cost of fuel, cooling water, power, instrument air, the air quality restrictions, and the cost of off-spec product.
| Direct | Indirect | |
| Mode of Heat Transfer | Primary: Convection Secondary: Conduction | Primary: Conduction Secondary: Radiation & Convection |
| Typical Shell Material | Carbon Steel | High-Temperature Alloy |
| Efficiency | Highly Efficient | Less Efficient |
| Used for | Non-sensitive Materials | Fines, Inert Atmosphere, Controlled Processing Environment, Contamination Avoidance |
Testing for Pyro Processing System Development
In some cases, particularly when working with novel processes or materials, the most fitting solution may be determined through testing in a facility such as the FEECO Innovation Center. Whether looking for a dryer or kiln, producers can test both direct and indirect approaches, thanks to the extensive testing options available in the Innovation Center. In addition to establishing critical process and equipment criteria, testing can reveal other data helpful in estimating capital cost and operating expenses, such as off-gas treatment requirements, fuel and energy costs, and more.
Direct-fired batch kiln used for testing in the FEECO Innovation Center
Conclusion
Rotary kilns and dryers have become the foundation of many of today’s industrial processes, offering distinct advantages over stationary equipment. And while direct-fired units have been the predominant configuration, advanced heat-resistant alloys have opened the door to more specialized processing applications using indirect-fired vessels. Several factors should be considered in making this decision:
- Product quality
- Fuel and electricity costs
- Capital cost
- Power Source
- Instrument air
- Cost of ancillary equipment such as dust control and secondary combustion of exhaust gasses
- Environmental permitting and continual compliance
- Air quality restrictions
- Cost of off-spec product
- Yields and dust losses
FEECO has been providing custom rotary dryers and kilns since 1951. With extensive experience in both direct and indirect systems, as well as around hundreds of materials, we can help to develop a process and commercial-scale unit around your unique material and processing goals. For more information, contact us today!